Электродуговая сварка – виды, методы, технология. Сварка ручная дуговая – что это такое и принцип действия
- Виды сваривания металлических поверхностей
- Электродуговая сварка металлов и электроконтактная
- Работа электрической дуги
- Защита расплавленного металла и сплавление электрическим контактом
- Технология электродуговой сварки металлов
- Электроды для сваривания: виды и выбор
- Характеристики дуговой сварки: определение и значение
- Как выполняется дуговая сварка: технология
- Начало сварки: последовательность розжига дуги
- Перемещение электрода и сварная ванна
- Технология контактной, шовной и газовой сварки металлов
- Оборудование: выбор сварочного аппарата и средств защиты
Сварка — метод соединения деталей из однородного материала: пластика с пластиком, металла с металлом. При сваривании контактирующие поверхности расплавляются или плотно сжимаются. В зоне контакта происходит сплавление двух материалов в один. В результате образуется прочное плотное соединение двух поверхностей.

Сварка — это соединение деталей, сделанных из одинакового материала, для получение единой конструкции.
Сварка металлов расплавлением используется для качественного герметичного соединения ответственных деталей: элементы трубопровода, корпус автомобиля (автобуса, самолета), стенки металлического гаража и ворота, опоры спортивного турника, соединение арматуры внутри бетонной стены и многое другое. Какие виды сварки используют современные сварочные технологии? Как правильно выполняется сваривание металла?
Виды сваривания металлических поверхностей
Сварка металлов может осуществляться с расплавлением контактных поверхностей или с их сжатием. При этом процессы сваривания называются:
- сваривание плавлением (или расплавлением);
- сваривание пластическим деформированием.

Соединение деформированием может выполняться с применением подогрева или без него. Деформирование поверхностей без подогрева называется холодной сваркой. При плотном сжатии атомы различных материалов оказываются на близком расстоянии и образуют межатомные связи. Происходит соединение поверхностей.
При сваривании плавлением соединяемые поверхности локально нагреваются и расплавляются. Часто используется третий (присадочный) материал, который плавится и заполняет зазор между двумя металлами. При этом в жидком расплаве образуются межатомные связи между основным материалом и присадкой (расплавленным электродом). После остывания и затвердевания образуется сплошное сварное соединение.
Местный нагрев деталей для сваривания может осуществляться электрическим током или горящим газом. Соответственно, по способу локального нагрева сварка делится на два вида:
- электрическая (в том числе электрошлаковая, электролучевая, лазерная);
- газовая.
Наименования определяются используемым источником тепла. Электричество может работать как напрямую, так и косвенно. При прямом использовании электроэнергия нагревает металл и присадочный электрод благодаря прохождению по ним тока или возникновению дуги. В косвенном использовании работает различная энергия, полученная от воздействия электричества: энергия расплавленного шлака, через который проходит ток, энергия электронов в электрическом поле, луч лазера, возникающий при подаче электричества.

Сварка металлических поверхностей может выполняться в ручном или автоматическом режиме. Некоторые виды сварных соединений возможны только с применением автоматики (например, электрошлаковая или шовная), другие доступны для выполнения ручными сварочными устройствами.
Электрическая сварка представлена двумя методами:
- электродуговой;
- электроконтактный.
Разберем подробнее, как происходит соединение поверхностей при дуговом и контактном способе сваривания.
Вернуться к оглавлению
Электродуговая сварка металлов и электроконтактная
Вернуться к оглавлению
Работа электрической дуги
Данный вид сваривания использует для нагрева теплоту электрической дуги. Дуга, образующаяся между металлическими поверхностями, представляет собой плазму. Взаимодействие металлических поверхностей с плазмой вызывает их нагрев и расплавление.
Электродуговая сварка может выполняться с использованием плавящегося электрода или неплавящегося его вида (графитового, угольного, вольфрамового). Плавящийся электрод одновременно является возбудителем электродуги и поставщиком присадочного металла. При неплавящемся электроде для возбуждения дуги используется стержень, который не расплавляется. Присадочный материал вводят в зону сваривания отдельно. При горении дуги происходит плавление присадки и кромки деталей, образовавшаяся жидкая ванночка после затвердевания образует шов.
В некоторых технологических процессах соединение поверхностей происходит без подачи присадочного материала, только перемешиванием двух основных металлов. Так производят сваривание вольфрамовым электродом.
Если электрическая дуга горит не свободно, а сжимается плазмотроном, при этом через нее продувается плазма ионизированного газа, то такой вид сваривания называется плазменным. Температура и мощность плазменной сварки выше, поскольку при сжатии дуги достигается более высокая температура ее горения, что позволяет выполнять сварку тугоплавких металлов (ниобий, молибден, тантал). Плазмообразующий газ является также защитной средой для соединяемых металлов.
Вернуться к оглавлению
Защита расплавленного металла и сплавление электрическим контактом

Если при горении дуги металлические поверхности защищают от окисления газом или вакуумом, то такое соединение называют сваркой в защитной среде. Защита необходима для сварки химически активных металлов (цирконий, алюминий), ответственных деталей из легированных сплавов. Возможна защита сварки другими веществами: флюсом, шлаком, порошковой проволокой. Соответственно, используемые методы сварки получили наименования: сваривание под флюсом, электрошлаковая сварка, вакуумная. Все это — разновидности электродугового метода, использующие различную защитную среду для предупреждения окисления расплава, изменения его химического состава и потери свойств сварного соединения.
Электроконтактная сварка использует тепло, выделяемое в месте соприкосновения двух свариваемых поверхностей. Так выполняется точечное сваривание: детали с усилием прижимают друг к другу до соприкосновения в нескольких точках. Точки соприкосновения будут являться местами максимального сопротивления и наибольшего разогрева поверхности. За счет этого нагрева и происходит оплавление и соединение металлических элементов в точках соприкосновения.
Вернуться к оглавлению
Технология электродуговой сварки металлов
Технология сварки металла с использованием электрической дуги состоит в последовательности действий по организации работы сварочного аппарата и непосредственном выполнении сварки.
Подготовка состоит в установке сварочного инвертора, и выполнении необходимого скоса кромки (подготовке поверхностей).
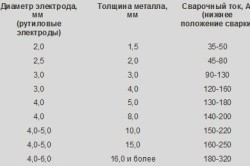
После установки сварочного аппарата в месте сварки контактный провод с помощью «крокодила» (конструкция присоединяющей клеммы) крепят на одной из контактных металлических поверхностей. Включают сварочный аппарат и выставляют регулятором тока его силу. Сила тока регламентируется размером электрода и толщиной свариваемых деталей. Для электрода диаметром 3 мм сила тока должна соответствовать 80-100 А.
Если поверхность металла окрашена или окислена с образованием слоя ржавчины, его необходимо поцарапать металлической щеткой для обеспечения полноценного контакта в соединении.
Определяется вид соединения контактных поверхностей:
- стыковое;
- внахлест;
- угловое;
- тавровое;
- торцевое.

Рассмотрим подробнее особенности сваривания различных типов соединений. Стыковое соединение часто требует предварительной подготовки кромок свариваемых поверхностей: по их краям выполняются скосы. V-образные скосы делают по краям листов толщиной от 5 до 15 мм, Х-образные скосы — на листах толщиной больше 15 мм. Снятие V-образной кромки при стыке поверхностей позволяет получить углубление, по которому выполняется сварка. Х-образные кромки предполагают наличие углубления и выполнение сварных швов с двух сторон соединения.
Угловые и тавровые соединения тоже могут выполняться со скосом кромок (с разделкой поверхности) или без скосов и разделки (в зависимости от толщины сварного сечения).
Тавровое и угловое соединения позволяют соединять детали различной толщины. При этом положение электрода должно быть более вертикальным к той поверхности, у которой больше толщина.
Вернуться к оглавлению
Электроды для сваривания: виды и выбор
Электрод для сварки представляет собой металлический стержень, покрытый обмазкой. Состав обмазочного покрытия предназначен для защиты металла сварного шва от выгорания при окислении. Флюс вытесняет из расплавленного металла кислород, чем препятствует окислению, и выделяет защитный газ, чем также предупреждает окисление. В состав обмазки входят следующие компоненты:

Схема электрода для сварки: 1 — стержень; 2 — участок перехода; 3 — покрытие; 4 — контактный торец без покрытия; L — длина электрода; D — диаметр покрытия; d — номинальный диаметр стержня; l — длина зачищенного от покрытия конца
- стабилизаторы зажигания и горения (калий, натрий, кальций);
- шлакообразующая защита (шпат, кремнезем);
- газообразующие (древесная мука и крахмал);
- рафинирующие соединения (для вывода и связывания серы и фосфора, вредных для сваривания металла примесей);
- легирующие элементы (если шву необходимы особые свойства);
- связующие (жидкое стекло).
Выпускаемые промышленностью электроды имеют диаметр от 2,5 до 12 мм, для ручной сварки наибольшее применение получили 3-миллиметровые электроды.
Выбор диаметра электрода определяется толщиной свариваемых поверхностей, требуемой глубиной проплавления. Существуют таблицы, приводящие рекомендованные значения диаметров электродов в зависимости от толщины проплавляемых поверхностей. Надо знать, что небольшое уменьшение диаметра электрода возможно, при этом увеличивается время выполнения процесса. Электрод меньшего диаметра дает возможность лучше контролировать процесс, что важно для начинающего сварщика. Более тонкий электрод можно передвигать медленнее, что важно в процессе обучения.
Вернуться к оглавлению
Характеристики дуговой сварки: определение и значение
Перед началом сварки определяются оптимальные характеристики процесса сваривания:
- Сила тока (регулируется на сварочном аппарате). Сила тока определяется диаметром электрода и материалом его покрытия, расположением шва (вертикально или горизонтально), толщиной материала. Чем толще материал, тем большая сила тока потребуется для его прогрева проплавления. Недостаточная сила тока не расплавляет сечение шва полностью, в результате присутствуют непровары. Слишком большой ток приведет к излишне быстрому расплавлению электрода, когда основной металл еще будет не расплавлен. Рекомендуемое значение тока указывается на упаковке электродов.
- Свойства тока (полярность и род). В большинстве сварочных приборов используется прямой ток, он преобразуется из тока встроенным в аппарат выпрямителем. При постоянном токе поток электронов двигается в одном (заданном полярностью) направлении. Полярность при сварке определяет направление движения потока электронов. Существующие полярности выражаются в подключении электрода и детали:
- прямая — деталь к «+», а электрод к «-»;
- обратная — деталь к «-», электрод к «+».Благодаря движению электронов от «минуса» к «плюсу» на положительном полюсе «+» выделяется больше тепла, чем на отрицательном «-». Поэтому положительный полюс располагают на элементе, требующим более значительного прогрева: чугун, сталь толщиной 5 мм и более. Таким образом, прямая полярность обеспечивает глубокое проплавление. При соединении тонкостенных деталей и листов применяется обратная полярность.
- Напряжение дуги (или длина сварочной дуги) — это расстояние, выдерживаемое между концом электрода и поверхностью металла. Для электрода диаметром 3 мм рекомендуемая длина дуги составляет 3,5 мм.
Вернуться к оглавлению
Как выполняется дуговая сварка: технология
Вернуться к оглавлению
Начало сварки: последовательность розжига дуги

Для возникновения дуги новый электрод вставляют в зажим и обстукивают о твердую поверхность для удаления обмазки на его рабочем конце. Под шлаком находится металлическая присадка, сам шлак служит изоляцией и закрывает присадку от розжига. После этого электродный стержень приближают к металлической поверхности на минимально возможное расстояние, 3-5 мм, не допуская прикосновения. При этом электрод держат под углом к поверхности свариваемого металла. Технология сварки металлов электродом регламентирует угол наклона электрода в размере 60-70ºC. Визуально такой угол воспринимается как почти вертикальный, с небольшим уклоном.
Для розжига дуги электродом чиркают о поверхность металла наподобие зажигания спички о коробок с серой.
Если электрод слишком приблизить к свариваемой поверхности металла, возникнет прилипание и короткое замыкание. У тех, кто начинает варить, электрод прилипает часто. По мере приобретения навыка правильного расположения электрода над металлом, поддержки оптимального расстояния прилипания происходить не должно. Прилипший электрод можно оторвать, наклонив его в другую сторону или выключив сварочный аппарат.
Если электрод прилипает слишком часто, возможно, что сила тока недостаточно велика, ее необходимо увеличить.
При оптимальной правильной удаленности электрода от места сварки (около 3 мм), происходит образование дуги с температурой порядка 5000-6000ºC. После возгорания дуги электрод можно слегка приподнять от рабочей поверхности, на несколько миллиметров.
В настоящее время ручная сварка дугой – это один из основных способов объединения нескольких металлических деталей. Активно используется при создании конструкций из металла. Сварка применяется также активно, как литье, штампование, прокат заготовок будущих металлических изделий или их частей. Благодаря ручной сварке с помощью дуги, удалось заменить дорогие и сложные в изготовлении металлические изделия, произведенные способом цельной штамповки. Итак, давайте рассмотрим принцип работы электрической сварки.
Как работает электросварка?
Как известно, металл плавится под воздействием высоких температур. Высокую температуру, которая нужна для расплавки основного металла (и электродного стержня), получают в процессе образования электрической дуги. Расплавленные металлы (электродные и основные), перемешиваются в образовавшийся во время процесса сварочной ванночке. После ее затвердевания получается сварной шов. Электрод, сделанный из стали, покрывается специальным веществом. При его плавлении создается защитный слой в виде той самой сварочной ванночки, которая состоит из шлака и облака из газов. Эта своеобразная защита необходима для того, чтобы уберечь будущий сварной шов от азота и других газов, которые содержатся в окружающей среде.
Для поддержания электрической дуги, электрод и свариваемую деталь подвергают воздействию высокого электрического напряжения. Это осуществляется с помощью особого электрического устройства. Во время воздействия высокой температуры дуги края деталей, подверженных сварке (в том числе и электрод), приобретают жидкую форму (просто говоря, плавятся). Во время этого процесса, появляется так называемая сварочная ванночка, которая первое время является расплавленной. Внутри дуги температура достигает 4 тыс. градусов, иногда бывает и выше. В этой ванночке материал электрода и изделия смешиваются, образуя сварной шов, шлак же, находящийся в расплавленном виде всплывает наверх. Тем самым образуется специальное защитное покрытие. Специальный трансформатор позволяет зажечь дугу и поддерживает ее устойчивое состояние. Такой трансформатор называется сварочным аппаратом.
Разновидности видов электрической сварки
На сегодняшний день электрическая сварка осуществляется посредством переменного и постоянного тока. При соединении металлических деталей и создании единой конструкции, используются специальные выпрямители (при сварке посредством постоянного тока). Кроме того, могут использовать разного рода преобразователи. Во время сваривания деталей посредством переменного тока используют особые сварочные трансформаторы. Эти устройства имеют особую конструкцию. Наиболее часто используется электросварка с использованием дуги. В этом случае, используется электрод, который плавится в этой дуге. Применяют такой вид сварки при соединении цветметаллов, чугунных и стальных деталей и т.д.
Некоторая информация о присадочной проволоке и электродах
Во время сварки посредством постоянного тока, получаемые сварные швы содержат малое количество брызг расплавленного и застывшего металла. Во время сварки применяют два вида электродов: плавкие и неплавкие (угольные). Когда работают с плавким электродом, то шов формируется благодаря расплавлению электрода. Если работа идет с угольным электродом, то плавится специальная присадочная проволока, вводящаяся вовнутрь сварочной ванночки. Во время ручной дуговой сварки, с вводом присадочной проволоки, края свариваемого изделия плотно состыкуются друг с другом.
Во время работы с неплавким электродом, дуга находится между угольным электродом и изделием, подлежащим сварке. Края свариваемого изделия и присадочная проволока достаточно сильно разогреваются и быстро плавятся. Образовавшаяся сварная ванночка содержит расплавленный металл. В процессе застывания, металл кристаллизуется и тем самым создает сварной шов. Метод сварки неплавким электродом прекрасно подойдет для сваривания цветметаллов, или же наплавки особенно твердых сплавов.
Во время работы с плавким электродом, электрод под воздействием температуры электрической дуги начинает плавиться вместе с подлежащим плавке изделием. Застывая, расплавленный металл формирует сварной шов. Метод популярен, и часто используется при ручной дуговой сварке. Однако, такой способ сварки имеет свои плюсы и минусы, о которых стоит поговорить ниже.
Плюсы и минусы ручной дуговой сварки
Для осуществления процесса сварки нужно приобрести специальное оборудование. От цены оборудования зависит и его функционал. Итак, вот основные функции, которые может выполнять хороший сварочный аппарат:
- Сваривание материала в разных пространственных направлениях.
- Сваривание материала в труднодоступных местах.
- Быстрый переход между свариваемыми металлами.
- Ручная электрическая дуговая сварка – это прекрасный способ для сваривания разнообразных сталей, эта возможность стала доступной благодаря широкому выбору электродов.
- Процесс сварки достаточно прост. К тому же, сварочный аппарат компактен, и его транспортировка не составит труда.
Однако, без минусов не может быть и плюсов. Вот основные недостатки ручной электрической дуговой сварки:
- Возникают вредные условия для организма во время сварки.
- От квалификации сварщика зависит качество сварного шва и изделия в целом.
- Достаточно малая эффективность в сравнении с другими технологиями сварки. Также отмечается достаточно низкий коэффициент полезного действия.
Стоит помнить, что благодаря освоению процесса работы с ручным сварочным аппаратом, вы без труда сделаете множество полезных вещей для дачи, загородного дома и гаража.
Некоторая информация о дуге электросварки
От теории, перейдем к практике. Прежде чем привести дугу в рабочее состояние, сварщик кончиком электрода касается части металла, подлежащего сварке. После он сразу же отводит электрод на 3 мм. После осуществления этой операции и вспыхивает дуга. Перед «высеканием» дуги следует закрыть лицо щитком сварочной маски. Именно тогда вспыхивает дуга, равноудаленная длина которой поддерживается посредством постепенного опускания самого электрода, в меру его плавления. Есть и второй способ «активизации» дуги. Специалист проводит электродом по металлу, а после убирает его на короткое расстояние. При этом способе также вспыхивает дуга.
От дуги зависит и качество сварного шва
Дуга должна быть короткой. А вот почему: благодаря короткой дуге, появляется лишь малое количество капель расплавленного металла. При большом количестве капель, сварной шов будет непрочным. Также электрод плавится в медленном, спокойном темпе, выдавая ровный пучок искр. А это, в свою очередь, увеличивает глубину проплавления. Если глубина проплавки будет небольшой, то электрод в процессе окисления начнет разбрызгиваться, это, в свою очередь, сделает шов неровным и содержащим много оксидов (которые также негативно влияют на прочность шва).
Контролируется длина дуги по звуку, который издается при горении. Оптимальная длина дуги определяется благодаря равномерному однотонному звуку. Слишком длинная дуга издает достаточно резкий звук, который нередко прерывается, а также сопровождается разного рода хлопками. Бывают случаи, когда дуга обрывается. Для того, чтобы исправить последствия, дугу возбуждают снова и заваривают то место, где образовался срыв дуги. После осуществления этой операции дальше продолжают осуществлять сварку.
Во время сварки важных мест, к примеру, несущих каркасов строений, или же конструкций, которые будут подвержены износу и переменным нагрузкам, дугу зажигают вне зоны сварного шва. Если поступить иначе, то поверхность будет опалена, что в свою очередь, приведет к разрушению сварного шва в этом месте. Для сварки подобных конструкций должен привлекаться высококвалифицированный сварщик, умеющий на уровне автоматизма контролировать длину дуги и профессионально выполнять ее зажигание.
Важно помнить о длине дуги, от нее зависит качество сварного шва и всего изделия в целом. Кроме этого, сварщик должен уметь придать сварному шву требуемую форму, для того, чтобы изделие было прочным и выглядело эстетично. Выполняются эти операции вручную, без применения особых технологий
Влияние режима сварки на шов
Тип сварочного шва не зависит от его размера. Подразделяют следующие виды сварочных швов: угловой, стыковой, и т.д. Определяются типы благодаря режиму сваривания. Самый главный показатель шва – это коэффициент формы при его проваре. Этот коэффициент представляет собой отношение глубины сварного шва к его ширине. Метод ручной электросварки дугой способен регулировать этот показатель. Коэффициент меняется посредством уменьшения ширины шва. Большая глубина проплава достигается уменьшением его ширины. И наоборот, увеличение ширины проплава уменьшает его глубину.
Влияние параметров тока на сварку
В процессе сварки ключевую роль играет сила тока. С ее увеличением увеличивается глубина проплава. С уменьшением, глубина также уменьшается. На ширину шва сила тока практически не оказывает никакого влияния. В зависимости от плотности металла, нужно подбирать оптимальную силу тока. Многое зависит от вида тока. Работа с постоянным током делает шов уже. На высоких значениях, к примеру, более 3В, изменение сварного шва становится достаточно заметным. Также стоит помнить о том, что ручная электрическая сварка требует наличие электродов разного диаметра.
Ручная дуговая сварка применяется на многих предприятиях и производствах. Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.
MMA сварка - это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется . Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
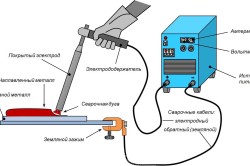
В качестве источника тока используются , и преобразователи, выдающие переменное и . Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется . Этого требует режим сваривания различных металлов.
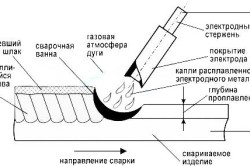
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает . Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
- самым белым выглядит расплавленный металл кромок и присадочного электрода;
- ярко-красным обозначает себя жидкий шлак;
- железо, под действие веса, стремится ко дну ванны;
- шлак, обладающий меньшим весом, плавает на поверхности.
Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы , чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
- машиностроение
- прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
- кораблестроение;
- ремонтные работы на СТО;
- коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех . При использовании . Если применять , то свариванию поддаются легированные виды стали. Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
- ценовая доступность аппаратов и расходных материалов;
- эксплуатация оборудования в течении всего рабочего дня;
- простота выполнения работ и высокая скорость при умелом обращении;
- легкая обучаемость, включая различные пособия и видео;
- прочность швов;
- возможность сваривания элементов в любом пространственном положении;
- легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения . Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала. Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Для защиты зрения рабочего используются , защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в . Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
|
Толщина металла, мм |
Сила тока, А |
Диаметр электрода, мм |
|
175-185 |
||
|
200-225 |
||
|
250-270 |
||
|
300-330 |
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
Сварочный аппарат для электродуговой сварки состоит, в принципе из двух частей - источник притания, принимающий напряжение от бытовой сети и непосредственно, сварочный узел - держатель электрода, электрод и нулевой провод. В момент кратковременного касания электродом места соединения возникает пробой (проскакивает искра) воздушного промежутка. В этот момент сварщику необходимо, с одной стороны, успеть отодвинуть разогретый кончик электрода от металлической детали, что бы избежать его прилипания, а с другой стороны, удержать расстояние между электродом и деталью минимальным, что бы сохранялась дуга.

Дуга представляет собой продолжительный электрический разряд между концом электрода и областью сварного шва изделия (дуговой зоной). Температура катодной области электрода превышает 3000 градусов, при относительно небольшом значении разности потенциалов - 20-25 В. При зажигании дуги сначала происходит пробой воздушного промежутка электронами, потом, в течение микросекунд, процесс стабилизируется и в дуговом промежутке, в результате ионизации электронами молекул газов, появляется также ионная проводимость. Стабилизатором горения дуги является плавящаяся и испаряющаяся обмазка электродов.
При сварке электрод плавится под действием высокой температуры. На конце электрода образуется капля расплавленного металла, которая отрывается и переносится на металл изделия. При этом переносится до 95% материала электрода, остальное же превращается в пары и брызги. Размеры капель и скорость их образования зависят от силы тока, диаметра электрода, длины дуги и ряда других условий. Электроды для покрываются оболочкой, образующей шлак, укрывающий капли металла. Поэтому они не замыкают дуговой промежуток при его прохождении.

Источник питания - сварочный трансформатор.
Трансформатор является основным элементом источника питания сварочной системы. Он необходим для понижения сетевого однофазного напряжения с 220 В до необходимого для сварки значения - 50...80 В. Специфические условия работы трансформатора (дуговой режим) требуют максимальной отдачи мощности в момент сварки. Сварочные трансформаторы ориентированы на протекание больших токов. В бытовых конструкциях это токи до 200 А. В простейшем случае трансформатор можно использовать, напрямую подключая его к электроду. Зачастую, бытовые сварочные аппараты для удешевления и облегчения конструкции конструируются именно по такой схеме, как показано на первом рисунке.Для улучшения характеристик сварочного аппарата используются различные дополнительные элементы цепи. В частности, распространенным способом улучшения устойчивости дуги является включение балластного сопротивления, балластника. Балластник изготавливается из проволоки с большим удельным сопротивлением (нихром). Полученное сопротивление в сотые доли Ома смягает вольт-амперную характеристику трансформатора. В результате, хотя и происходит потеря мощности в 20-30 процентов, дуга становится менее капризна к действиям сварщика, поскольку допускает меньшую точность расположения электрода относитьльно металла.
Улучшение характеристик сварочного аппарата.
Некоторой проблемой для сварки является использование переменного напряжения электрической сети. При этом дуга, условием существования которой является перенос капель металла в одном направлении (с электрода), очевидно поддерживается только в короткие промежутки времени (на пике синусоиды). Для увеличения длины этого промежутка вместо балластного сопротивления ставится дроссель. Благодаря самоиндукции катушки дросселя, синусоида "размазывается", увеличивая тем самым эффективность аппарата. Такое решение достаточно дорого, и ведет к увеличению размеров и веса аппарата, поэтому используется, как правило, в промышленных стационарных устройствах для сварки.

Другим путем преодоления данного недостатка является выпрямление тока посредством одного или нескольких диодных мостов. Горение сварочной дуги при использовании постоянного тока более стабильно, швы получаются более качественными, легче поддерживаются пониженные значения сварочных токов. Существуют типы электродов, в частности электроды для сварки нержавеющей стали, которые работают только на постоянном токе. Впрочем, электроды, предназначенные для переменного тока, нормально работают и на постоянном токе. Постоянный ток в бытовых сварочных аппаратах получается путем выпрямления переменного тока с помощью полупроводниковых выпрямительных мостов. Диодный мост подключается к выходу сварочного трансформатора.


Прежде чем приступать к рассмотрению сущности процесса и технологических особенностей, стоит привести разъяснение терминологии.
Сварка ручная дуговая – операция сваривания металла, в качестве источника энергии выступает электрическая дуга.
Электросварка – метод сваривания металлов, который во время нагревания и расплавления предполагает использование электрической дуги, температурный диапазон может достигать 7000 °С и превосходить температурные значения оплавления любых металлов.
Дуговая сварка неплавящимся электродом – осуществляется в защитных средах инертных газов (например, в среде аргона). Один из методов дугового сваривания путем плавления, используемый при обработке алюминия, магния и его сплавов, нержавейки и иного неферромагнитного металла. Процесс работы с неплавким элементом схож с газовой автогенной сваркой. В итоге использования данного метода получаются высококачественные швы.
Механизированная сварка плавящимся электродом – одна из разновидностей дугового способа, процесс которой предполагает подачу плавящегося элемента, перемещение дуги и деталей при помощи механизмов. Во время задействования механизма, без управления оператором, она считается автоматической дуговой сваркой.
Принцип действия
Электрическая энергия от сторонних источников (сварочные трансформаторы, агрегаты, преобразователи, инверторные устройства) для получения и работоспособности дуги подается к электроду и свариваемым деталям. Она может быть от источников переменного и постоянного тока.
Схема дуговой сварки предполагает следующие процедуры. Во время соприкосновения рабочей части и детали возникает сварочный ток. Воздействие повышенной температуры расплавляет кромки деталей и электродных концов. Образуется, как ее называют, сварочная ванна, находящаяся определенное время в расплавленном состоянии. В ней металл детали и электрода смешиваются, а с помощью шлака образуется защитная поверхность. После застывания получаются соединения сварные.
Процедура может реализовываться плавящимся и неплавящимся элементом. В случае использования плавящегося, сварной шов формируется за счет расплавления непосредственно электрода. Применение неплавящегося расплавляется присадочная проволока, которая подводится к точке сваривания.
Электрод является стержнем, имеющим диаметр до 1 сантиметра, закрепляемый в держателе. При его прикосновении к металлу замыкается электрическая цепь. После этого его конец начинает нагреваться. Затем после отведения на расстояние до 5 мм появляются дуговые разряды, продолжающие поддерживать наличие тока в цепи. В месте размещения дуговых разрядов осуществляется активное нагревание и деталь начинает плавиться.
Для осуществления процесса требуется наличие источника питания, имеющего низкое напряжение и высокий уровень тока.
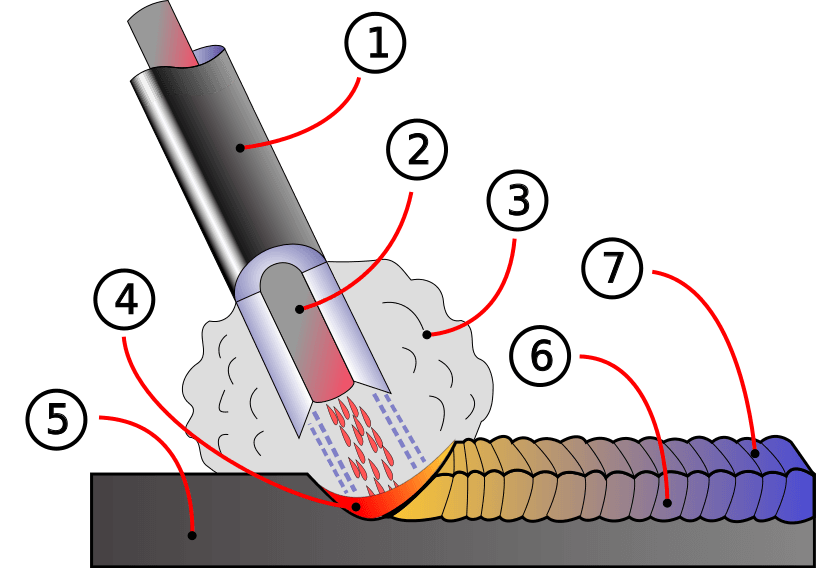
Ручная дуговая сварка. 1 - электродное покрытие, 2 - электрод, 3 - защитный газ, 4 - место расплава металла, 5 - заготовка, 6, 7 - шов
Классификация и способы
Классифицировать виды ручной дуговой сварки можно по различным признакам: механизация, вид тока, полярность, применяемые рабочие части и т.п. Подробнее далее.
Можно выделить следующие способы дуговой сварки:
- Ручная дуговая. Предполагает использование только ручной работы человека без применения механизмов;
- Механизированная. Схема ручной дуговой сварки этого типа предполагает осуществление механизации процедуры подачи проволоки к точке сваривания, а части процессов руками человека;
- Автоматическая. Предполагается полная механизация процессов создания дуги, регулировки ее длин, перемещений. Является наиболее стабильным методом сварки.
Выбор будет зависеть от способов зажигания, поддерживания сварочной дуги, операций и способов движения электродов, окончания процессов.

Существуют также способы ручной дуговой сварки следующего типа:
- Пучком. Принцип основывается на связывании в пучок нескольких электродов, сваривании их торцов и установке в держателе. Из-за поочередного горения каждого стержня их нагрев при определенном токе будет меньше в сравнении с использованием одиночного электрода. Это позволяет применять больший диапазон токов и повышать производительность.
- Сварка лежачим электродом. Данный способ сварки электродуговой предполагает укладку длиной 500-1200 мм с обмазкой в разделанный стык или угол. На него накладывается брус из меди, имеющий продольную канавку. Заготовка и электрод подключаются к источнику тока. Угольный стержень поджигает дугу, уходящую под брусок. Она перемещается по стыку, плавя рабочий элемент и сваривая кромку. Получается шов. Оптимальным метод является в труднодоступном месте или значительном горизонтальном расстоянии под сварку.
- Сварка наклонным. Еще один метод увеличения производительности. Электрод закрепляется в зажиме, имеющем обойму, перемещающуюся под своей массой по стойке. Когда зажигается дуга и он начинает оплавляться, то обойма будет опускаться вниз. Электрод будет изменять свое положение при сохранении постоянного угла наклона к поверхности детали.
Исходя из типа используемого тока выделяют следующую сварку дуговую:
- Прямой полярности постоянного тока. Минус находится на электроде;
- Обратной полярности. На электроде находится плюсовой контакт;
- Использование переменного тока.
Тип дуги определяет следующие различия:
- Прямого действия. Определяется как зависимая дуга;
- Косвенного действия – независимая.
Первый метод предполагает использование дуги меж электродами и свариваемыми элементами, являющимися элементом цепи. Второй – розжиг дуги происходит меж 2 электродов.

Исходя из применяемых рабочих элементов, выделяются:
- Дуговая сварка плавящимся электродом;
- Применение неплавящегося элемента – угольный, графитовый, вольфрамовый.
Применение плавящегося варианта – наиболее распространенный способ. Может проводиться с применением одного или нескольких электродов. Исходя из этого Ручная электродуговая сварка может быть разделена на, использующую один, два или многоэлектродную, которая применяется в целях повышения скорости и качества работы.
Исходя из длин свариваемых стыков, а также толщин свариваемых заготовок можно выделить методы создания швов:
- Короткий – до 250 миллиметров;
- Средний – длиной 250-1000. Выполняется путем прохода от середин заготовки к ее краям ступенчатыми переходами;
- Длинный. Применяется обратноступенчатый способ, переходы аналогичны предыдущему методу.
Используемые электроды
В электродуговой сварке может применяться плавящийся и неплавящийся электрод. Они изготавливаются из проволоки с защитным покрытием.
Процесс выбора электрода будет зависеть от многих нюансов , включая присадочные материалы, положения, необходимых характеристик сварных швов. Выбор покрытия определяет процесс устойчивости сварочной дуги, обеспечение защиты зоны ее действия от влияния химических веществ, содержащихся в окружающей среде. Для предотвращения загрязнения в покрытия может вводиться раскислитель. Он необходим для очистки швов, обеспечивает стабильное поддержание дуги, добавляет легирующих элементов, которые улучшают конечное качество швов.

Металл в электродах используется аналогичный свариваемому основному. Периодически внедряют отличный, который может влиять на характеристики получаемых сварных швов. К примеру, из нержавейки может использоваться для сваривания заготовок из стали с повышенным содержанием углерода, а также соединения нержавейки с подобной сталью.
В составе могут находиться различные вещества: рутил, фториды, целлюлозные компоненты и т.п. К примеру, для рутиловых характерна простота применения и эстетический внешний вид швов. Однако они отличаются повышенной хрупкостью, т.к. содержат много водорода. Для инструмента с фторидом кальция характерна гигроскопичность из-за чего необходимо хранить без влияния влаги. Из них получаются прочные сварные соединения, но довольно грубые.
По международным стандартам используются следующие обозначения электродов для дуговой сварки:
- A – кислые; RА – рутилово-кислые;
- B – основные; RВ –рутилосновные;
- С – целлюлозные; RС – рутилцеллюлозные;
- R – рутиловые; RR – рутиловые толстые;
- S – другие типы.
По российским стандартам для электродов, предназначенных для сваривания углеродистой, низколегированной, легированной с высокой прочностью стали маркировка наносится следующая:
- Э – электроды для ручного использования и наплавления;
- Следующее цифровое обозначение определяет уровень прочности во время растяжения;
- Наличие индекса A свидетельствует о том, что швы обладают повышенными пластичными свойствами и ударной вязкостью.

Источники питания
В качестве источника могут применяться трансформаторы, имеющие низкое выходное напряжение и высокий ток до нескольких сот ампер. Во время использования постоянного тока применяется выпрямитель, преобразующий переменную составляющую в постоянную. Могут применяться разнообразные виды, включая инверторы, которые обладают меньшим весом и габаритами. Они используют принцип высокочастотного преобразования напряжения.
Сила тока может меняться различными методами: изменением количества витков на катушках или расстояний меж вторичными и первичными катушками.
Положение электродов во время работы
Расположение рабочей части будет зависеть от положений швов. Можно выделить следующее размещение: нижние швы, вертикальные, горизонтальные на вертикальных плоскостях, потолочные. Вертикальные швы могут создаваться в любом направлении как снизу вверх, так и наоборот.
Сущность процесса и основные направления движения во время работы можно изучить на изображении.

Основы безопасности при работе
Изучая основы дуговой сварки нельзя не упомянуть о том, что она является одной из наиболее опасных и способных причинить значительный вред здоровью сварщика. Основной опасностью является присутствие очень яркого света. Он может нанести ожоги. Если этого не удалось избежать, то рекомендуем изучить статью о том, . Помимо этого световой диапазон способен наносить ущерб и коже. Поэтому помимо защитной маски необходимо применять защитную одежду с перчатками. Техника безопасности при электродуговой сварке также предполагает то, что нужно учитывать следующие моменты :
- Помимо света происходит разброс раскаленного металла в виде окалины. Чтобы избежать ожога от них необходимо одеваться в плотную одежду и обувь, способную защитить от раскаленных частиц. Это можно отнести и к работе над головой. Необходимо иметь защитных головной убор, рукава плотно застегнуть, а на кисти рук надеть перчатки.
- При отсутствии спецодежды для сварщика рекомендуется использовать элементы одежды из хлопчатобумажной ткани, т.к. она имеет большую стойкость к возгоранию нежели синтетика.
- Сварочные мероприятия должны выполняться в качественно проветриваемых помещениях/улице, т.к. при электрической сварке выделяется значительное количество вредных паров и газов. Надышавшись ими можно получить отравление.
- Перед началом работ необходимо подготовить воду или огнетушитель, чтобы в случае пожара из-за разлетающейся окалины было чем тушить. Нужно учесть, что в непосредственной близости возле места сварочных работ не должно быть взрывоопасных и пожароопасных материалов.
- Нельзя допускать контактов токоведущей части оборудования с жидкостью. В противном случае можно получить поражение электрическим током.
- По завершении работ на поверхности образуется шлак. Его необходимо удалять с помощью молотка. При ударе он может разлетаться на значительные расстояния. Поэтому обязательно нужно использовать защитные очки или маску.
Техникой безопасности при ручной дуговой сварке ни в коем случае нельзя пренебрегать. В противном случае можно получить серьезные травмы.
Скачать ГОСТ


