Вольфрамовые электроды для аргонодуговой. Аргонодуговая сварка неплавким вольфрамовым электродом
Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся те, которые во время сварки, расплавляясь, смешиваются с расплавленным металлом свариваемой детали. При этом образуется целостная сварочная система. Эти электроды изготовлены из меди и стали. Неплавящиеся электроды, как это видно из названия, не плавятся. К разряду таких электродов и относятся вольфрамовые. Применяя вольфрамовые электроды необходимо учитывать наличие присадочного материала, благодаря которому и образуется сварочная ванна.
Вольфрамовые электроды - это незаменимый элемент, участвующий в сварке. Большее применение эти электроды нашли в дуговой сварке. Дуговая сварка вольфрамовыми электродами подразумевает под собой плавку металла с помощью термической энергии. За счет вольтовой дуги образуется тепловая энергия. Сама дуга - это мощнейший электрозаряд в ионизированной среде среди газов и паров. Через вольфрамовый электрод к месту сварки поступает электрический ток.
Вольфрамовые электроды, используемые вместе с присадочным материалом, характерны для процесса сварки цветного металла, а также сплавов и сварки элементов, изготовленных из легированной стали. В этом случае электрод образует шов. В производстве вольфрамовых электродов применяется только чистый вольфрам и ряд специальных присадок, улучшающих качество швов. Однако есть ряд недостатков в такой сварке.

Поджиг сварочной дуги проходит три фазы:
- Сначала происходит короткое замыкание на деталь.
- Затем, удаляется электрод на небольшом расстоянии.
- Наконец, появляется стабильный дуговой разряд.
Как правило, в целях повышения качества зажигания сварочный дуги в электроды с содержанием вольфрама добавляют цирконий. В этом случае, получает распространение аргонодуговая сварка. Данный тип сварки особенно важен в сварке цветных металлов. При сварке аргон защищает электрод, саму дугу сварки и сварочную ванну от газа.
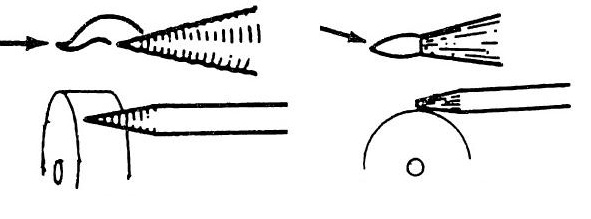
Как известно, электроды из чистого вольфрама используются и в сварке на постоянном токе. Правда, нагрузка при этом снижается, если сравнивать торированные и лантанированные электроды. Данные виды электродов чаще используются для сварки на постоянном токе при прямой полярности. Для этого проводят острую заточку электрода на конус на уровне, равном 2-3 диаметрам самого электрода. Заточка вольфрамовых электродов осуществляется посредством твердых дисков с мелким зерном с целью избежать образование заусенцев на торце.
Чтобы рабочий конец изнашивался как можно меньше, взамен ториевого электрода используют универсальные вольфрамовые электроды WL-20 или лантановые электроды. Они характеризуются легким запуском дуги, пониженной степенью к поджогам, устойчивостью дуги, а также хорошим повторным зажиганием дуги. Кроме того, при добавлении 2% оксида лантана повышается максимальные присутствие тока. При этом способность электрода возрастает примерно на 50% больше, чем при чистом вольфраме. Сварной шов не настолько сильно загрязняется, да и лантановые электроды сослужат долгую службу. Оксид лантана аккуратно размещается по всей длине электрода, благодаря чему сохраняется начальная заточка электрода.

Все вольфрамовые электроды в обязательном порядке должны выполнять требования ГОСТа 23949-80. В сварке в среде инертных газов используются исключительно электроды, диаметр которых равен 0,5-10 мм. Каждый электрод подвергается маркировке. Так, электроды с диаметром 3 мм маркируют снятием рисок или фасок 1 мм на 45°. Маркировку вольфрамовых электродов наносят на 1 конец электрода. Ее наносят на торец полосой или точкой на поверхность торца на уровне 5-10 мм.
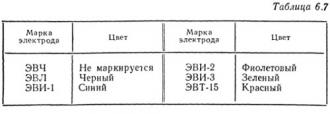
Иностранные вольфрамовые электроды имеют маркировку, которая непосредственно указывает на присутствие легирующих элементов, а также на их количество. В этом случае наносят цветовую маркировку, которая немногим облегчает задачу сварщика. Маркировка предполагает наличие таких марок как WL - лантанированные, WT -торированные, WC - церированные, WY - иттрированные, WZ - цирконированные, W - чистый вольфрам, WS - содержит легирующие элементы.
Как правило, они принимают активное участие в сварке среди инертных газов. Это касается сварки по алюминию. Используя вольфрамовые электроды, применяемые для сварки алюминия, инертная среда представлена аргоном, гелием повышенной степени чистоты, а также смесью аргона и гелия.
Режим сварки вольфрамовым электродом
Сварка вольфрамовыми электродами алюминия, толщина листа которого достигает 3 мм, может быть выполнена за 1 проход в прокладке. Если сваривать металл, толщина которого равна 6 мм и больше, то сваривают за 2 прохода с обеих сторон, при этом, не скашивая кромки. В этом случае нужно увеличить количество проходов до 4 с толщиной каждого в пределах 8-15 мм. Это будет обрезка по форме V. X-образная обрезка также вполне возможна.
Сварка, выполняемая в среде защитного газа (гелия или аргона), требует наличия вольфрамовых электродов, которые относятся к категории неплавящихся. За счет своей тугоплавкости вольфрамовый электрод выдерживает большие температуры и длительный беспрерывный срок работы. В настоящее время этот сварочный материал имеет достаточно обширную классификацию, где присутствует довольно большое количество типов, разделенных по маркам.
Маркировка и характеристики вольфрамовых электродов
Маркировка вольфрамовых электродов оговорена международными стандартами. Поэтому их легко выбрать по необходимому назначению в любой стране, в какой бы вы не находились. Именно маркировка отражает и тип выбранного электрода, и его химический состав.
Маркировка начинается с буквы «W», которая обозначает сам вольфрам. В чистом виде металл в изделии присутствует, но характеристики такого электрода не очень высокие, потому что это слишком тугоплавкий элемент. Улучшить сварные качества ему помогают легирующие добавки.
- Пруток из чистого вольфрама обозначается «WP». Наконечник прутка зеленого цвета. Можно говорить, что относится он к категории вольфрамовых электродов для сварки алюминия и меди переменным током. Содержание вольфрама в сплаве – не менее 99,5%. Недостаток – ограничения в тепловой нагрузке. Поэтому заточка вольфрамового электрода (его окончания) «WP» производится в виде шарика.
- «C» - это оксид церия. Пруток с серым наконечником. Именно эта добавка позволяет использовать электрод при работе с любым видом тока (постоянным или переменным), поддерживает стабильную дугу даже при небольшом токе. Содержание – 2%. Кстати, церий единственный нерадиоактивный материал из серии редкоземельных металлов.
- «Т» - диоксид тория. Пруток с красным наконечником. Такие электроды используются для сварки цветных металлов, низколегированные и углеродистых сталей, нержавейки. Это часто используемый электрод при проведении сварочных работ аргоновой сваркой. У него есть один минус – радиоактивность тория, поэтому рекомендуется сварку проводить в открытых зонах и в хорошо вентилируемых помещениях. Сварщик должен соблюдать меры безопасности. Отметим, что торированные вольфрамовые электроды для аргонодуговой сварки хорошо держат свою форму при самых высоких токах. С такими нагрузками не справляется даже «WP» марка (чистый вольфрам). Содержание – 2%.
- «Y» - диоксид иттрия. Пруток с темно-синим наконечником. С его помощью обычно варят ответственные конструкции из разных металлов: титан, медь, нержавейка, углеродистые и низколегированные стали. Работа проводится только на постоянном токе (полярность прямая). Иттриевая добавка увеличивает такой показатель, как стабильность катодного пятна на конце самого электрода. Именно это является причиной того, что он может работать в достаточно широких пределах сварочного тока. Содержание – 2%.
- «Z» - оксид циркония. Пруток с белым наконечником. Используется для аргонной сварки алюминия и меди переменным током. Этот тип электродов обеспечивает очень стабильную дугу. При этом элемент достаточно требователен к чистоте сварочного стыка. Содержание – 0,8%.
- «L» - оксид лантана. Здесь две позиции: WL-15 и WL-20. Первый пруток с золотистым наконечником, второй с синим. Сварка вольфрамовым электродом с добавлением оксида лантана – это возможность использовать как переменный ток, так и постоянный. Приплюсуем сюда легкость запуска дуги (первоначальную и при повторном зажигании), у этого вида самый малый износ конца прутка, стабильная дуга при самых больших показателя тока, низкая склонность к прожогам, несущая способность в два раза выше, чем у чистого вольфрамового прутка. Содержание оксида лантана в WL-15 – 1,5% и в WL-20 – 2%.
Классификация по цифровой маркировке следующая. Первые после букв цифры обозначают содержание в сплаве легирующих добавок. Вторая группа цифр, отделенная от первых дефисом, это длина вольфрамового прутка. Самый распространенный размер – 175 мм. Но на рынке можно встретить и 50-миллимтровую длину, 75 и 150. К примеру, WL-15-75 – это электрод с оксидом лантана, в котором содержится 1,5% добавки. Длина прутка – 75 мм. Его наконечник – золотистый.
Способы заточки вольфрамовых электродов

Заточка вольфрамовых электродов – наиважнейшая составляющая правильно проведенного сварочного процесса. Поэтому все сварщики, занимающиеся сваркой в среде аргона, очень тщательно проводят эту операцию. Именно от формы наконечника зависит, как правильно будет распределяться энергия, передаваемая от электрода двум свариваемым металлам, каково будет давление дуги. А от этих двух параметров уже будет зависеть форма и размеры зоны проплавки шва, а соответственно его ширина и глубина.
Внимание! Параметры и форма заточки выбирается от вида используемого электрода и от параметров двух свариваемых металлических заготовок.
- Рабочий конец электродов марки WP, WL – это сфера (шарик).
- На WT также делают выпуклость, но небольшого радиуса. Скорее, просто обозначают скругленность электрода.
- Остальные виды затачиваются под конус.
Когда варится алюминиевый стык, на электроде сфера образуется сама. Поэтому, проводя сварку алюминия, нет необходимости проводить заточку электрода.
Какие ошибки заточки к чему могут привести.
- Ширина заточки сильно отличается от нормы, то есть, может быть очень широкой или очень узкой. В этом случае вероятность непроплавления шва сильно увеличивается.
- Если проведена несимметричная заточка, то это гарантия отклонения сварочной дуги в одну из сторон.
- Угол заточки слишком острый – снижается срок эксплуатации электрода.
- Угол заточки слишком тупой – уменьшается глубина проплавки шва.
- Риски, оставленные от абразивного инструмента, расположены не вдоль оси прутка. Получите такой эффект, как блуждание дуги. То есть, нарушается стабильное и равномерное горение сварной дуги.
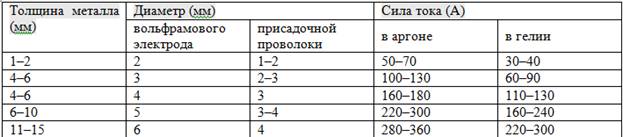
Кстати, существует простая формула, определяющая длину затачиваемого участка. Она равна диаметру прутка, умноженного на постоянный коэффициент – 2,5. Существует и таблица, в которой обозначается соотношение диаметра электродов с длиною затачиваемого конца.
Точить конец вольфрамового прутка надо поперек, как карандаш. Можно точить на электрическом наждаке или на болгарке. Чтобы добиться равномерного снятия металла по всей зоне заточки, можно закрепить пруток в патроне дрели. И вращать его на малых оборотах электроинструмента.
В настоящее время производители специального электрического оборудования предлагают станок для заточки неплавящихся вольфрамовых электродов. Удобный и точный вариант сделать заточку качественной. В состав станка входит:
- Алмазный диск.
- Фильтр для сбора пыли.
- Настройка оборотов рабочего вала.
- Настройка угла заточки. Этот параметр варьируется в пределах 15-180°.
Исследования, найти оптимальный угол заточки, проводятся постоянно. В одном НИИ был проведен тест, где электрод из вольфрама марки WL проверялся на качество сварного шва путем его заточки под разные углы. Были выбраны сразу несколько угловых размеров: от 17 до 60°.
Были определены точные параметры сварочного процесса:
- Сваривались два металлических листа из коррозионностойкой стали толщиною 4 мм.
- Ток сварки – 120 ампер.
- Скорость – 10 м/ч.
- Положение сварки – нижнее.
- Расход инертного газа – 6 л/мин.
Результаты эксперимента таковы. Идеальный шов получился, когда использовался пруток с углом заточки в 30°. При угле в 17° форма шва была конусной. При этом сам процесс сварки проходил нестабильно. Ресурс электрода резки уменьшался. При больших углах заточки менялась и картина сварного процесса. При 60° увеличивалась ширина шва, но уменьшалась его глубина. И хотя сам процесс сварки стабилизировался, назвать его высококачественным нельзя.
Как видите, угол заточки играет важную роль в сварочном процессе. И неважно, используются электроды по нержавейке, стали или меди. При любых вариантах нужно правильно заточить пруток, ведь последствия могут быть крайне отрицательными. Описание прутков по цветам и химическим характеристикам помогает правильно сделать выбор, а заодно и выбрать форму заточки.
В том случае, когда к сварному шву предъявляются особенно строгие требования, касающиеся его чистоты и точности, не обойтись без аргонодуговой сварки. Такими качествами должен обладать шов, выполняемый, например, при изготовлении автомобилей. Применяемая в данной ситуации сварка вольфрамовым электродом позволяет не только выполнить все необходимые условия, но и существенно сэкономить расход подручных материалов, то есть непосредственно самих электродов.
Особенности вольфрамовых электродов и сварки ими.
Вольфрам - это наиболее тугоплавкий из всех применяемых для изготовления электродов металлов. Температура его плавления составляет 3422 градуса Цельсия. Вследствие этого расход электродов при выполнении аргоновой сварки сводится к минимальным значениям.
Вести такую сварку можно как в ручном, так и в полуавтоматическом или автоматическом режиме. При этом можно вообще не применять присадку, используя в качестве материала для формирования сварного шва металл с расплавляемых кромок детали. Такой подход еще больше повышает экономичность сварочных работ.
Вольфрамовые неплавящиеся электроды применяют для сварки металлических изделий, толщина которых может начинаться с 0,1 мм. Максимальная толщина в данном случае не ограничена.
Одним из главных условий получения качественного и точного сварного шва является тщательная подготовка кромок и сборка свариваемых деталей. Особенно важно это в том случае, если ведется соединение заготовок из тонколистового металла. Здесь необходимо произвести предварительную сборку изделия с помощью прихваток, выполняемых тем же вольфрамовым электродом. При промышленном производстве в этом случае обычно используются специальные сборочные станки.
Еще одно важное условие - это вытеснение воздуха из зоны сварки. Для этого работы ведутся в среде защитных газов (чаще всего аргона). Количество необходимого газа зависит от многих факторов: от толщины металла, от его химического состава, от размера свариваемых деталей, от типа сварного соединения. Кроме того, на расход газа влияет и скорость сварки - чем быстрее она ведется, тем более мощным должен быть защитный газовый поток. Важно, чтобы под действие аргона попадала вся сварочная ванна, а также разогретый конец присадки (если она применяется) и сам электрод.
Существенной особенностью сварки при помощи вольфрамового электрода является то, что зажигание дуги требуется производить без прикосновения его конца к металлу свариваемого изделия. Сделать это можно при помощи осциллятора. Дело в том, что в момент зажигания дуги при контакте электрода и основного металла вольфрам на его конце сплавляется с металлом, то есть появляется состав, температура плавления которого гораздо ниже, чем у чистого вольфрама. А это приводит к снижению качества сварного соединения. Также очень важно правильно выбрать сварной ток - это позволит свести к минимуму расход электрода при сварке и надолго сохранить форму заточки его конца.

Использование прямой полярности сварного тока позволяет добиться минимального нагрева вольфрама, а значит, и снизить расход электрода. Также этому способствует и аргоновая защита электрода от окисления кислородом воздуха. В результате за час работы сварщика вольфрамовый электрод уменьшается на десятые, а иногда и на сотые доли грамма. Другими словами, одного такого изделия может хватить на несколько полных рабочих смен.
Технологические характеристики сварки вольфрамовым электродом.
Вольфрамовый электрод с успехом применяется для сварки изделий из разных видов металлов, толщина которых варьируется от самых маленьких значений до 6-8 мм. Также допускается использование данных видов электродов и для выполнения более толстых соединений, но на практике это встречается редко. Применение в таком случае плавящихся электродов позволяет получить шов с более высокими технико-физическими характеристиками и повысить производительность труда.
Выбор технологии проведения сварки зависит от того, выполняется ли она ручным способом или в автоматическом режиме.
При ручной сварке необходимо соблюдать следующие требования:
- сварка производится по направлению справа налево;
- при сварке изделий небольшой толщины горелка располагается под углом в 60 градусов к поверхности свариваемого изделия;
- если сварке подвергаются детали большой толщины, горелка располагается как при сварке угловых швов, то есть под углом в 90 градусов к поверхности детали;
- способ ведения присадочного прутка также зависит от толщины изделия. Если речь идет о деталях из тонколистового металла, пруток вводится сбоку от столба дуги при совершении возвратно-поступательных колебаний. При сварке же значительных по толщине деталей движения прутка должны быть поступательно-поперечными.
Если сварка выполняется в автоматическом или полуавтоматическом режиме, то направление выбирается таким образом, чтобы присадочный пруток шел перед дугой. При этом вольфрамовый электрод должен располагаться под углом в 90 градусов к поверхности свариваемых заготовок. Угол между электродом и присадочным прутком также должен быть прямым.
Отличительные черты аргонодуговой сварки алюминия вольфрамовым электродом.
Аргонодуговая сварка применяется сегодня при выполнении неразъемного соединения деталей из самых разных металлов: стали, никеля, меди, а также их сплавов. Но наибольшую популярность она получила при сварке алюминиевых изделий, особенно если речь идет об изготовлении ответственных конструкций для самолетостроения или машиностроения.
Теоретические рекомендации гласят, что сварка алюминия вольфрамовым электродом должна вестись на постоянном токе обратной полярности (с «плюсом» на электроде). Но практика показывает, что в данном случае добиться устойчивого, ровного горения дуги практически невозможно. А это приводит к тому, что кромки свариваемых деталей расплавляются недостаточно хорошо, а расход дорогостоящего вольфрамового электрода увеличивается в разы. Именно поэтому чаще всего практикующие сварщики производят работы с алюминием на переменном токе нормальной частоты.
В этом случае период сварки делится на два полупериода:
- в одном из них ток меньше, а на электроде находится «плюс»,
- в другом ток больше, а на электроде «минус».
В том полупериоде, когда электрод имеет положительный заряд, поверхность свариваемого металла очищается. Когда же электрод заряжен отрицательно, металл усиленно расплавляется, при этом нагрев самого вольфрама снижается. Свойство металла очищаться во время проведения сварки позволяет выполнять работы без применения специальных флюсов.
Некоторые нюансы аргонодуговой сварки вольфрамовым электродом.
Одно из важных условий для получения качественного сварного соединения - это стабильная дуга. Добиться от дуги непрерывного, ровного горения помогает постоянный ток прямой полярности. При этом значения тока могут быть совсем небольшими - от 5 А, а напряжение - от 12 В. На постоянном токе производят сварку стали, меди, латуни, чугуна, титана и их сплавов.
Большое значение при сварке на постоянном токе имеет заточка вольфрамового электрода - его конец должен быть острым и четко очерченным. При промышленной сварке электроды затачивают с помощью специального оборудования - станков с алмазным кругом. При их отсутствии подойдет и обычный точильный станок или мелкозернистый круг. Заточка производится по направлению к концу электрода. При этом необходимо внимательно следить за тем, чтобы электрод в процессе подготовки не перегрелся. Превышение температуры вольфрама выше допустимых значений делает его очень хрупким - такой электрод будет просто крошиться в процессе сварки.
Кроме того, для выполнения аргонодуговой сварки необходим защитный газ высокой чистоты - в нем должно содержаться не менее 99,99% аргона. В противном случае говорить о высоком качестве сварного шва не придется. Кстати, именно сварной шов поможет определить качество аргона - если газ содержит большое количество посторонних примесей, материал сварного шва будет темнеть.
Обратите внимание! Использование аргона надежно защищает изделия от появления на их поверхности в процессе сварки оксидной пленки. Но при этом оксиды, которые находились на металле изначально, аргон не удаляет. Поэтому до начала сварки необходимо тщательно зачистить кромки свариваемых заготовок.
Сварку алюминия и его сплавов, как уже упоминалось, ведут на переменном токе. Заточка электрода здесь также имеет большое значение. Правда, в этом случае электрод не оттачивается остро, как жало - достаточно немного закруглить его конец. Кроме того, перед сваркой алюминия очень важно правильно подготовить детали и точно подобрать присадочный материал. Что касается подготовки, то это, в первую очередь, зачистка и обезжиривание свариваемых поверхностей, а также снятие с них фаски, если детали выполнены из толстого металла. В качестве присадки при сварке вольфрамовым электродом алюминия может выступать как чистый алюминий (Al 99%), так и его сплавы - силумин (сплав алюминия с кремнием AlSi) или дюраль (алюминий плюс магний AlMg).
27.09.2015
Особенности применения и маркировки вольфрамовых электродов
Неплавящиеся электроды используют преимущественно для плазменной резки и сварки. Также их применяют при сварке в защитном газе. В качестве неплавящихся электродов используются прутки из вольфрамовой проволоки. Поскольку вольфрам представляет собой тугоплавкий металл с температурой плавления, достигающей 4500ºС, его расход в процессе сварки незначителен. Использование вольфрамовых электродов дает возможность выполнять аргонодуговую сварку цветных металлов и разнообразных высоколегированных сталей с присадочным материалом или без него. Одновременно в процессе обеспечивается хорошая защита зоны работы инертным газом.
Особенности сварки вольфрамовыми электродами
Получение качественной сварки, в частности тонколистовых конструкций, обеспечивается точной подготовкой и сборкой кромок в специальных сварочно-сборочных приспособлениях или вручную прихватками вольфрамовым электродом.
Загрязнение у вольфрамового электрода рабочего конца снижает его стойкость (в этом случае сплав вольфрама имеет более низкую температуру плавления), что качество шва ухудшает. В связи с этим, дугу необходимо возбуждать без контакта с присадочной проволокой или основным металлом, с использованием осциллятора. Правильный выбор силы сварочного тока позволяет незначительно расходовать рабочий конец электрода и долго сохранять форму его заточки.
В большой степени качество шва в процессе сварки вольфрамовыми электродами зависит от надежности оттеснения воздуха от зоны работы. С этой целью применяют такие защитные газы, как углекислота и аргон. Их необходимый расход определяется зависимости от скорости сварки, типа сварного соединения, толщины и состава свариваемого металла. В процессе сварочных работ поток защитного газа должен надежно охватывать электрод, разогретую часть присадочного прутка и всю область сварочной ванны. При сварке на повышенных скоростях требуется усиление потока защитного газа, следовательно, увеличивается его расход.
Использование вольфрамовых электродов с различной маркировкой для разных видов сварки:
- WZ 8 . Применяется для аргонодуговой сварки. При помощи вольфрамовых электродов данной марки работают с никелем, алюминием и их сплавами.
- WC 20 . Использование этого электрода дает возможность сваривать высоковоспламеняющиеся металлы, титан, медь, никель, бронзу, другие сплавы.
- WL. Электроды данной марки необходимы для напыления постоянным и переменным током, плазменной сварки. Их применяют для работ постоянным и переменным током на деталях, изготовленных из высоколегированной стали.
Маркировка вольфрамовых электродов
Вольфрамовые электроды маркируются в соответствии с существующими международными стандартами. Согласно стандарту EN 26848, им присваивается буквенно-цифровое обозначение. Также все вольфрамовые электроды маркируются цветом.
Буквами обозначается состав электрода. Первая буква W - это вольфрам, вторая - оксид химического элемента, который имеется в составе определенного электрода.
Обозначение основных оксидов, входящих в состав вольфрамовых электродов (дополнительная маркировка):
- Z — оксид циркония;
- T — оксид тория;
- C — оксид церия;
- L — оксид лантана;
- P — чистый вольфрам.
Нюансы маркировки вольфрамовых электродов:
- Число, расположенное после буквенной маркировки, обозначает процент добавок. К примеру, 20 указывает на содержание в составе электрода 2% легирующего оксида.
- В некоторых случаях после процента добавок стоит еще одно число, обозначающее в мм длину вольфрамового электрода. По стандарту электроды производятся длиной 175, 150, 75 и 50 мм.
- Диаметры вольфрамовых электродов составляют от 1 до 6,4 мм.
Цветовая маркировка на вольфрамовых электродах указывает наименование и количество легирующего оксида:
Вы можете купить Вольфрамовые электроды недорого и по выгодной цене в интернет магазине "Сварка-Сити". В каталоге представлены Вольфрамовые электроды с описаниями, а также подробные технические характеристики, фотографии и отзывы посетителей. Мы предлагаем Вольфрамовые электроды ведущих мировых брендов с гарантией и доставкой .
В связи с техническим прогрессом возникла потребность в сварке с использованием новых, ранее не применявшихся электродов, с уникальными свойствами. В современной промышленности: авиационной, атомной, приборостроительной и других, широко применяются химические активные и тугоплавкие металлы - молибден, вольфрам, цирконий и др. Их использование способствовало разработке новых методов сварки, которые основаны на современных научных принципах.
Вольфрам и его сплавы
Вольфрам - самый тугоплавкий металл
, так как температура его плавления равна 3422 градусов С. Существует несколько сплавов с вольфрамом, например, с кобальтом и хромом, которые характеризуются большой твердостью, стойкостью и износоустойчивостью. Сплавы с серебром и медью имеют высокую тепло- и электропроводность, а также стойкость к износу. Они применяются в производстве электродов для выполнения точечной сварки. Сварка вольфрамовыми электродами позволяет выполнить все поставленные производственные задачи и сэкономить расход сварочных материалов, в том числе электродов вольфрама.
Недостаток металла - это его хрупкость при 20 градусов С, поэтому обработку механическим способом возможно производить при температуре выше предела хрупкости, то есть от 300 до 500 градусов С.
Электроды из вольфрама
Вольфрамовые электроды бывают:

Особенности сварки электродами из вольфрама


При ручном методе существуют следующие требования к процессу сварки:
- Сваривание надо выполнять в направлении справо налево.
- При сварке тонких изделий, расположение горелки должно быть под углом равным 60 градусов относительно поверхности изделия.
- Для деталей большей толщины угол должен равняться 90 градусов.
- На выбор метода введения присадочной проволоки влияет толщина изделия. При тонколистовом металле - проволока вводится при помощи поступательно-возвратных колебаний. Если детали имеют большую толщину, движения должны быть поперечно-поступательными.
При полуавтоматическом и автоматическом методе требования к сварке следующие:
- При сварке полуавтоматическим и автоматическим методом, направление должно способствовать движению присадочного прутка впереди дуги.
- Электрод из вольфрама должен быть размещен перпендикулярно к свариваемым поверхностям . Присадочная проволока и электрод располагаются также под прямым углом.
Источники питания сварки вольфрамовым электродом
Трансформаторы применяются в качестве источников питания во время сварки электрическим переменным током, а генераторы и выпрямители - постоянным. Источники должны обладать крутопадающей вольт-амперной характеристикой , которая способствует постоянству нужной величины тока при нарушениях длины дуги из-за различных колебаний.
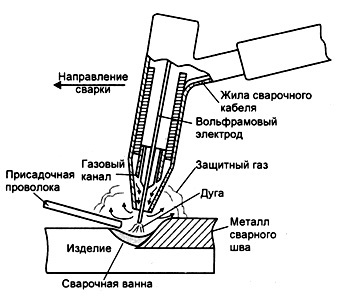
Горелка для дугового сваривания
 Предназначена для точной фиксации электрода из вольфрама в нужном положении и допуска к нему электрического тока, а также для постоянного и равномерного распределения прохода потока защитного газа по периметру сварочной ванны. Горелка складывается из специальной головки, которая покрыта изоляционным материалом и корпуса. В рукоятке есть встроенная кнопка старта либо выключения
электрического тока для осуществления сваривания или прохода защитного газа.
Предназначена для точной фиксации электрода из вольфрама в нужном положении и допуска к нему электрического тока, а также для постоянного и равномерного распределения прохода потока защитного газа по периметру сварочной ванны. Горелка складывается из специальной головки, которая покрыта изоляционным материалом и корпуса. В рукоятке есть встроенная кнопка старта либо выключения
электрического тока для осуществления сваривания или прохода защитного газа.
Иногда в горелках встречается кнопка регулированием прохода тока. Для того чтобы электрод был надежно закреплен, надо до отказа закрутить тыльный колпачок. Электрод обычно помещается в тыльный колпачок, так как он бывает достаточно длинным. Иногда встречаются и колпачки небольшой длины.
Горелки бывают разнообразных конструкций и размеров, которые зависят от максимальной величины тока или условий использования. Величина нагрева и время, нужное для охлаждения горелки при сваривании, зависит от ее размеров. Конструкция определенных изделий предполагает снижение температуры под струей защитного газа. Эти изделия являются горелками охлаждения в воздухе и применяются при больших величинах тока сварки.
 Предназначается для направления струи газа (защитного) в рабочую зону сварки с целью замены воздуха в окружающем пространстве. Сопло прикрепляется с помощью резьбы
к TIG-горелке, которую в любой момент можно легко заменить. Сопло, чаще всего, изготавливается из керамики для противостояния воздействиям высокой температуры.
Предназначается для направления струи газа (защитного) в рабочую зону сварки с целью замены воздуха в окружающем пространстве. Сопло прикрепляется с помощью резьбы
к TIG-горелке, которую в любой момент можно легко заменить. Сопло, чаще всего, изготавливается из керамики для противостояния воздействиям высокой температуры.
Газовые линзы
 Существует следующий вид сопла, в которые встроены линзы (газовые), в них струя газа поступает через стальную решетку, способствующую большей защите и устойчивости к внешним воздействиям потоков воздуха. Плюсом установки сопла с линзами является предоставление специалисту более обширной области для обзора ванны для сварки. А с помощью линз происходит снижение расхода газа.
Существует следующий вид сопла, в которые встроены линзы (газовые), в них струя газа поступает через стальную решетку, способствующую большей защите и устойчивости к внешним воздействиям потоков воздуха. Плюсом установки сопла с линзами является предоставление специалисту более обширной области для обзора ванны для сварки. А с помощью линз происходит снижение расхода газа.
 Блоки управления бывают простыми и сложными с наличием разнообразных функций и характеристик. Простые панели используют только для процесса регулировки необходимой величины электрического тока сварки. Расход газа контролируется при помощи регулятора, который вставлен в горелку TIG. Панели управления современных конструкций способствуют запуску защитного газа до момента зажигания дуги, а также продолжают его подачу после прекращения электрического тока. Это способствует защите вольфрамового электрода и сварочной ванны
, которая остывает, от негативных воздействий среды.
Блоки управления бывают простыми и сложными с наличием разнообразных функций и характеристик. Простые панели используют только для процесса регулировки необходимой величины электрического тока сварки. Расход газа контролируется при помощи регулятора, который вставлен в горелку TIG. Панели управления современных конструкций способствуют запуску защитного газа до момента зажигания дуги, а также продолжают его подачу после прекращения электрического тока. Это способствует защите вольфрамового электрода и сварочной ванны
, которая остывает, от негативных воздействий среды.
Управляющие блоки помогают осуществлять контроль повышения или снижения потока сварочного тока, а также его пульсацию, что предохраняет электрод от распадания и появления вольфрамовых частичек в сварном шве. Контроль времени уменьшения потока электрического тока после окончания сварочного процесса предотвращает появление пористости и кратера.
Импульсный режим характеризуется установкой тока импульса (первый уровень) и тока базы (второй уровень). Нужная величина выставляется в зависимости от условий и правил поддержки хорошего горения дуги. Плавка металла происходит при помощи силы тока импульса. Пока остывает сварочная ванна, во время паузы происходит окончательная кристаллизация сварного шва . Продолжительность и временной период импульса подвергаются регулировке. При этой сварке, шов представляет собой линию точек сваривания, наложенных между собой. На степень покрытия имеет большое влияние скорость сварки.
Защитный газ
 Газ выполняет следующие функции:
Газ выполняет следующие функции:
- вытеснение из сварочной зоны воздуха, что помогает избежать его контактирование с ванной и сильно разогретым электродом из вольфрама;
- обеспечение прохода электрического тока и подача тепла с помощью дуги.
Для сварки в среде инертных газов неплавящимся электродом (TIG) используют два инертных газа: гелий и аргон, которые иногда смешивают между собой. Аргоном пользуются намного чаще, чем гелием. Для TIG-сварки используют азот и водород в качестве восстановительных газов. Выбор определенного типа газа напрямую зависит от вида и свойств материала, который подлежит сварке.
Электроды
Электроды из вольфрама бывают четырех типов:
- Вольфрам чистый без примесей (ЭВЧ).
- Соединение «вольфрам + окись лантана».
- Соединение «вольфрам + окись иттрия».
- Соединение «вольфрам + двуокись тория».
Размер диаметра электрода зависит от вида и величины тока, а также его марки. Электроды типа ЭВЧ применяют во время сварки электрического переменного тока, а другие - для процессов сваривания электрического переменного и постоянного тока разных полярностей (прямая и обратная).
В ходе сваривания электроды затупляются и поэтому уменьшается размер провара (глубина). Конец электрода можно заточить в виде сферы при сварке на переменном токе или в форме конуса при сварке на постоянном токе. С целью заточки используются стационарные и переносные аппараты с направляющими или без них. Для уменьшения расходов электродов, нужно начинать подачу потока инертного газа до подключения тока сварки, и заканчивать после окончания подачи тока и охлаждения электрода.
 Этот способ сваривания, довольно-таки безопасный, хотя вредные вещества выделяются в меньшем количестве
, чем при других видах сварки. Известно, что количество опасных для здоровья веществ зависит от скорости и силы сварочного тока, от вида свариваемой стали (высоколегированная, низколегированная и нелегированная), а также от степени загрязненности поверхности металла маслом и др.
Этот способ сваривания, довольно-таки безопасный, хотя вредные вещества выделяются в меньшем количестве
, чем при других видах сварки. Известно, что количество опасных для здоровья веществ зависит от скорости и силы сварочного тока, от вида свариваемой стали (высоколегированная, низколегированная и нелегированная), а также от степени загрязненности поверхности металла маслом и др.
Сварщику необходимо соблюдать правила безопасности , а также применять в работе индивидуальные средства защиты, Профессия сварщика считается одной из самых опасных специальностей. Сварщики имеют дело с горючими и негорючими газами, со сжатым воздухом и электрическим током и другими вредными и опасными факторами. Работники должны знать все особенности и правила работы на оборудовании для сварки и соблюдать меры безопасности. Для защиты органов зрения и лица применяются сварочные щитки и маски.


