Сварка в вертикальном положении. Как правильно варить сварочные швы - вертикальные, потолочные, горизонтальные. Сварка вертикальных швов
Выполняя ремонт или проводя иные работы, часто приходится сваривать различные металлические конструкции и фрагменты деталей. Соединить их можно различными методами, однако наибольшее распространение среди прочих получила электросварка. При этом не каждый домашний мастер имеет представление о том, как следует правильно ее выполнять.
В этом положении сварки трубы ось трубы. приблизительно горизонтально, и труба не вращается во время сварки. Позиции сварки труб показаны на рисунке 6. В этом месте сварки сварочное оборудование выполняется в квартире. путем поворота трубы. В этом положении ось сварного шва приблизительно вертикальна. Вертикальные положения сварки показаны на рисунке С, рисунки 6-30 и 6.
При вертикальной сварке труб, ось трубы. вертикально, а сварка выполняется в горизонтальном положении. Труба может вращаться или не поворачиваться. В этом положении сварки сварка выполняется с нижней стороны. совместное. Трубные сварные швы изготавливаются в соответствии с различными требованиями и в различных ситуациях сварки.
При использовании этого метода необходимого результата удается добиться за счет создания электрической дуги . При взаимодействии дуги с металлом, на обработанном участке возникает углубление. В него начинают лить расплавленный металл, который является результатом сгорания электрода. По мере продвижения последнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к появлению единой структуры с металлом электрода.
Положение сварки продиктовано заданием. В общем, позиция фиксированная, но в разумных случаях это может быть. проката для плоской работы. Позиции и процедуры для сварки труб. описаны ниже. Рекомендуемые методы для хорошего сварки. Надеюсь, вы найдете их полезными.
Они также должны иметь фартук и маску для сварки, поскольку, если мы не будем использовать фартук, через некоторое время сварка может привести к таким последствиям, как стерильность; даже если мы не используем маску, в итоге сварка производит слепоту. Важно помнить об этих моментах, прежде чем приступать к работе.
Сила тока
 Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Источник электроэнергии. Для дуговой сварки требуется постоянный ток. Сварочный аппарат должен иметь вольт-амперную нисходящую кривую, где производится относительно постоянное количество тока с ограниченным изменением нагрузки на напряжение. В других электроприборах спрос на ток обычно несколько постоянный, но при дуговой сварке мощность сильно колеблется. Поэтому, когда дуга установлена с электродом, результатом является короткое замыкание, которое немедленно вызывает внезапный всплеск электрического тока, если только устройство не разработано, чтобы избежать этого.
Чтобы правильно подобрать силу тока , следует учитывать тип сварочного аппарата, с помощью которого выполняется соединение металлических изделий. При работе инверторным аппаратом оптимальным значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить металл трансформаторной установкой, то силу тока следует заставлять в диапазоне 35-55 А.
Аналогичным образом, при сварке металлических шариков осуществляется сквозной поток дуги, они также создают короткое замыкание. Источник постоянного тока предназначен для уменьшения этого внезапного всплеска коротких замыканий и, таким образом, его избежать. чрезмерное разбрызгивание при сварке. При дуговой сварке напряжение разомкнутой цепи намного выше напряжения дуги. В процессе сварки напряжение дуги также изменится с разницей в длине дуги. Поскольку трудно поддерживать равномерную длину дуги во все времена, даже для опытного сварщика, машина с крутой вольтамперометрией будет создавать более стабильную дугу, так как изменение сварочного тока будет незначительно изменяться даже при изменении сварочного тока. дугового напряжения.
Тип электродов
Также необходимо уделить внимание типу используемых электродов, с помощью которых придется варить металл. Здесь следует учитывать химическую структуру и структуру обрабатываемой поверхности. Они могут разделяться на несколько типов в зависимости от металла, из которого изготовлены:
- сталь;
- нержавеющая сталь;
- алюминий.
Для каждого электрода характерна своя маркировка, учет которой при выборе позволяет принять верное решение. Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Вольтамперная кривая указывает выходное напряжение, доступное для любого заданного выходного тока, в пределах минимального и максимального значения тока на каждом шкале. Например, кривая на следующем рисунке показывает, что высокое напряжение разомкнутой цепи доступно на 0, что помогает установить дугу. По мере того как сварка продвигается, напряжение падает до напряжения дуги в А, и в этот момент флуктуация длины дуги вряд ли повлияет на ток. Используемый ток напрямую влияет на скорость расплава.
По мере увеличения текущей скорости плотность тока на наконечнике электрода также увеличивается. Величина тока, необходимого для любой сварочной операции, определяется толщиной металла, подлежащего сварке. Этот ток управляется колесом или расположением рычагов.
 Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтобы при сварке металлических изделий создаваемый вертикальный шов имел прочную и ровную структуру, важно не отклоняться от схемы процесса .
Один регулятор регулирует машину для приблизительной настройки тока, а другой элемент управления обеспечивает более точную настройку тока. В дуговой сварке используются три основных сварочных аппарата. Машина для дуговой сварки. Выходная мощность основана на 60-процентном цикле производительности. Это означает, что источник питания может доставлять свою полную номинальную мощность под нагрузкой в течение шести из десяти минут. Для некоторых электроприборов после включения питания прибор должен доставить свою номинальную мощность до момента ее выхода.
Добиться этого можно при условии, что заготовки будут надежно сварены. Сварка должна выполняться посредством соединения изделий прихватками по краям в 3-4 местах. Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима. Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
При использовании сварочного источника питания машина часто не работает некоторое время, пока оператор меняет электроды, регулирует металл сваркой или меняет места сварки. Таким образом, обычный способ настройки емкости машины - указать процент времени, в течение которого он действительно должен доставлять энергию. Размер сварочного аппарата, который будет использоваться, зависит от типа и количества сварки. Ниже приводится общее руководство по выбору сварочного аппарата.
Особенно хорош для конструкционных работ, изготовления тяжелых деталей машин, труб и сварки в резервуарах. Источник постоянного тока состоит из генератора, приводимого в движение электрическим или бензиновым двигателем. Одной из характеристик сварочного генератора постоянного тока является то, что сварка может осуществляться с прямой или обратной полярностью. Полярность указывает направление тока в цепи. При прямой полярности электрод отрицательный, а металл, подлежащий сварке, является положительным, и электроны протекают от электрода к металлу путем сварки.
Создать качественный и надежный вертикальный шов при помощи электрической сварки можно, если время от времени совершать вращательные движения, благодаря чему расплавляющийся металл будет сконцентрирован в зоне соединения двух деталей. При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва . Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой. Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
Полярность может быть изменена путем замены кабелей, хотя в современных машинах полярность может быть изменена просто путем включения переключателя. Полярность влияет на выделяемую теплоту, потому что можно контролировать количество, которое проходит к металлу путем сварки. Изменяя полярность, большее тепло может быть сконцентрировано там, где это наиболее необходимо. Как правило, предпочтительно иметь больше тепла в сварном металле, поскольку рабочая площадь больше и требуется больше тепла для расплавления металла, чем для расплавления электрода.
Если вы будете варить металл, выдержав необходимый угол, то это создаст благоприятные условия для равномерного стекания расплавленной электродной проволоки. С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.
Дождавшись охлаждения поверхности шва после сварки, необходимо, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары. Появление подобной корки является результатом воздействия горячей температуры на обрабатываемое изделие. На этом работа по созданию шва завершена. Однако следует помнить о том, чтоб приобретение большего опыта в проведении сварки металлических изделий позволит усовершенствовать навыки в создании более аккуратного и качественного шва.
Поэтому, если требуется большое количество тяжелых осадков, металл, который должен быть сварен, должен быть теплее, чем электрод. С этой целью прямая полярность более эффективна. С другой стороны, при накладной сварке необходимо быстро заморозить наполнительный металл, чтобы удерживать расплавленный металл в положении против силы тяжести. Используя обратную полярность, в свариваемом металле меньше тепла, что дает большую удерживающую силу для наполнителя для сварки вне позиции. В других ситуациях лучше всего держать металл при сварке как можно более холодным, например, для ремонта чугуна.
Закончив варить металлические изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины , необходимо тщательным образом обследовать полученные соединения. Во время проведения контрольного осмотра важно обращать внимание на присутствие прожогов металла, трещин, кратеров или возникших пор. В случае обнаружения подобных зон можно сделать вывод о том, что сварка металлических изделий была выполнена некачественно.
При обратной полярности в металле получается меньше тепла при сварке и нагревании электрода. Результатом эстопа является то, что отложения можно наносить быстро, избегая перегрева металла при сварке. Трансформаторная сварочная машина производит переменный ток. Мощность берется непосредственно от электрической силовой линии и преобразуется в напряжение, необходимое для сварки. Первичная катушка принимает переменный ток от электрического источника и создает магнитное поле, которое постоянно изменяется в направлении и мощности.
Вторичная катушка не имеет электрического соединения с источником силы, но на нее влияют силовые линии, изменяющиеся в магнитном поле; по индукции он доставляет ток, преобразованный в более высокое значение для сварочной дуги. После формирования дуги ток автоматически возвращается к заданной сумме задания. Выключатель дугового усилителя имеет несколько настроек, позволяющих быстро создавать лук для сварки тонких пластин или толстых пластин. Удар магнитной дуги вызывает колебание дуги при пайке в углах на тяжелых металлах или при использовании электродов с большим покрытием.
Если в результате обследования удалось выявить некачественные швы, нужно как можно быстрее заняться восстановлением шва , пока не произошел его разлом. Делается это следующим образом:
- Сперва потребуется хорошенько зачистить все поверхности, используя для этой цели напильник и металлическую щетку.
- Затем приступают непосредственно к ремонту поверхности. Причем совершать манипуляции следует лишь в тех местах, где имеются признаки брака. Не следует тратить время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники безопасности .
Прямой ток через электрод, металл, подлежащий сварке, и заземляющий зажим создают магнитное поле вокруг каждого из этих блоков, что может привести к тому, что дуга отклонится от намеченного пути. Дуга, как правило, отклоняется вперед или назад вдоль пути сварки и может вызвать чрезмерное брызги и неполное слияние. Он также стремится привлекать атмосферные газы к дуге, заканчиваясь пористостью. Прогиб дуги обусловлен эффектами несбалансированного магнитного поля. Поэтому, когда на одной стороне дуги развивается большая концентрация магнитного потока, она имеет тенденцию выходить из источника с наивысшей концентрацией.
- Подобная работа должна проводиться обязательно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Комплект защитной одежды, в которой необходимо выполнять ремонт, должен состоять из маски сварщика, кирзовых ботинок и брезентовый робы.
- Также необходимо подготовиться на случай пожароопасной ситуации. Для этого поблизости должны лежать огнетушитель, песок или емкость с водой.
Если в точности следовать всем вышеперечисленным правилам выполнения сварочных работ, то даже при отсутствии опыта можно создать достаточно качественный шов, который не приведет к разрушению соединенной конструкции.
Выдувание магнитной дуги часто может быть скорректировано путем изменения положения штапеля для заземления, пайки в направлении от скобы к земле или изменения положения металла путем сварки на скамейке. Выпрямители Выпрямители - это трансформаторы, которые содержат электрическое устройство, которое изменяет переменный ток в постоянном токе. Выпрямители для дуговой сварки обычно имеют тип постоянного тока, где сварочный ток является достаточно постоянным при небольших изменениях длины дуги. В настоящее время двумя выпрямительными материалами, используемыми для сварочных аппаратов, являются селен и кремний.
Заключение
 Сварка металлических изделий требует определенных знаний и навыков
. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия. При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.
Сварка металлических изделий требует определенных знаний и навыков
. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия. При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.
Оба они превосходны, хотя кремний часто позволяет работать с более высокой плотностью тока. Этот держатель электрода используется для подбора электрода и направления его на шов путем сварки. Хороший держатель электрода должен быть легким, чтобы уменьшить чрезмерную усталость во время сварки, чтобы легко принимать и выталкивать электроды и иметь надлежащую изоляцию. Некоторые держатели электродов полностью изолированы, а другие - только на ручке. При использовании держателя электрода с неизолированными губками никогда не кладите его на скамью при работе машины, так как это вызывает вспышку.

Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги. Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Всегда надежно присоединяйте держатели электродов к кабелю. Свободное соединение, в котором кабель прикреплен к держателю электрода, может перегреться. Для правильной сварки необходимо использовать кабели достаточного размера. 9-метровый провод с определенным размером может быть удовлетворительным для переноса требуемого тока, но если вы добавите еще 9 метров провода, комбинированное сопротивление двух проводников уменьшит токовый выход машины. Если машина затем настроена на более высокий выход, дополнительная нагрузка может привести к перегреву источника питания и увеличению потребления энергии.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
Также важна первичная проводка, соединяющая сварочный аппарат с источником питания. Длина этого кабеля была определена изготовителем блока электрических сил и представляет собой длину, которая обеспечит эффективную работу машины без заметного падения напряжения. Если используется более длинный провод, для выполнения работ потребуется больше напряжения, и если больше напряжения не будет, результирующее падение напряжения серьезно повлияет на сварку.
Зажим заземления Зажим заземления имеет жизненно важное значение в электросварочном оборудовании. Без правильного заземления полный потенциал цепи не даст тепла, необходимого для пайки. Типы заземления Существует несколько способов достижения хорошего заземления.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения

Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.

Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
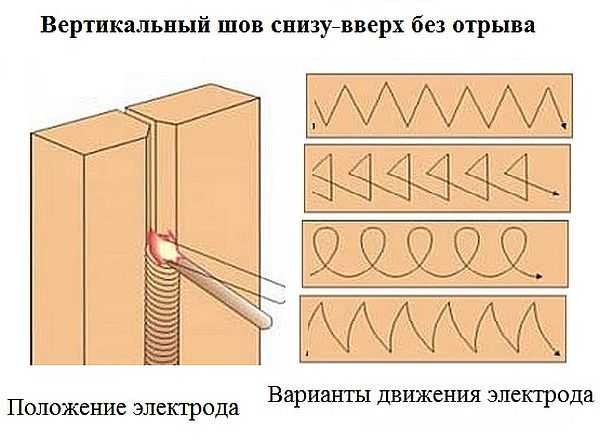
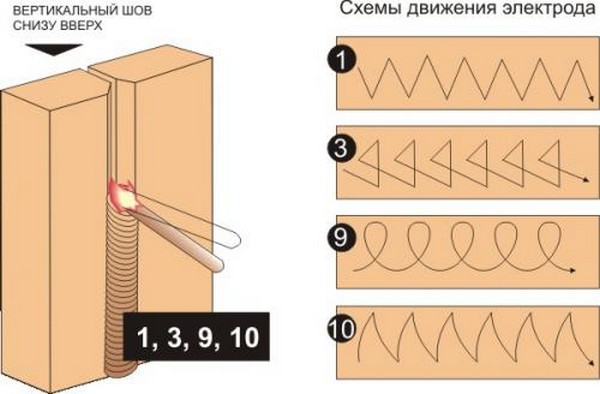
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот . Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная - из стороны в сторону петельками или снизу вверх.
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод - небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны. При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода - круговые движения, расширяющие площадь шва.
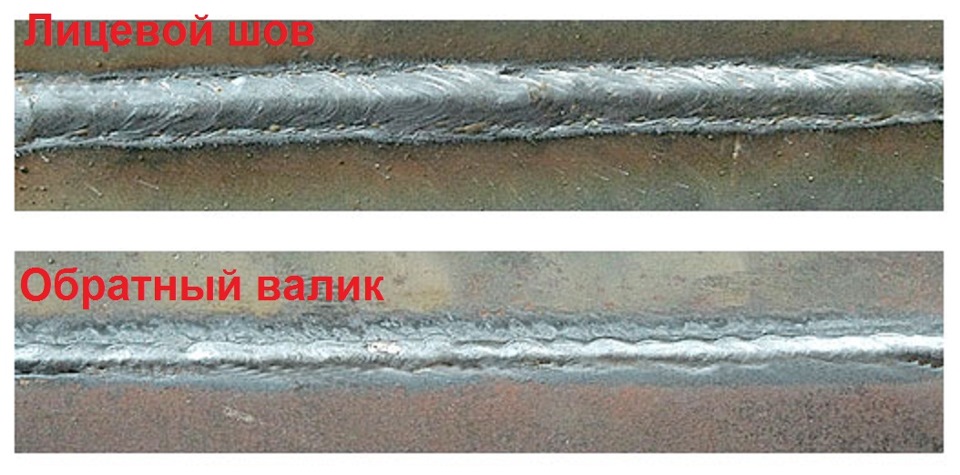
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.


