Обоз сварочных швов на чертежах. Изображения и обозначения на чертежах швов сварных соединений
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно -80 "Швы сварных соединений, ручная дуговая сварка" и -76 "Швы сварных соединений, сварка в защитных газах"):
- стыковое – "С"
- торцевое – "С"
- нахлесточное – "Н";
- тавровое – "Т";
- угловое – "У".
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
![]()
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.

В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.

Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.

Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.

Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; |  |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |  |
* - обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 "Условные изображения и обозначения швов сварных соединений"
В соответствии со стандартом -72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.

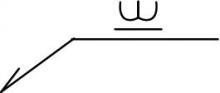
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). |  |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.

Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по - 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны - Rz 80 мкм.
Пример 2.
Шов углового соединения без скоса кромок, двусторонний (У2 по –75) выполняемый автоматической дуговой сваркой под флюсом (А по –75) по замкнутой линии.
Пример 3.
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по –80), выполняемый сваркой нагретым газом с присадкой (Г по –80).
Пример 4.

Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по -80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по). Катет шва 5 мм (Δ5).
Пример 6.

Шов соединения внахлестку без скоса кромок, односторонний (Н1 по -80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по -80) . Шов по замкнутой линии (круговой шов). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).

Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.

Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.

В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.

Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки - напряжения сжатия. Величина максимальных напряжений σ у зависит от длины шва и, как правило, не превышает значения 0,3 σ т. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное - в одном направлении, плоское - в двух, объемное - в трех.
Сварные конструкции часто используются в строительной сфере, так как данный метод соединения является самым востребованным. Во время проектирования рассчитывают нагрузки, которые сможет выдержать как вся конструкция, так и отдельная ее часть. Каждый метод имеет свои преимущества и недостатки, поэтому, во время составления проекта рассматривают, какой из них больше всего подойдет для конкретного случая. Если выбор падает на сварку, то здесь также определяется, какой из ее видов будет наиболее подходящим. В готовом проекте на чертеже имеются все необходимые для сварщика обозначения, чтобы он смог сделать правильный вариант металлоконструкции. Специалисты рассчитывают все относительно особенностей пространственного положения, количества сторон соединения и других параметров, поэтому. От мастера остается только воплотить все в жизнь.

Для этого существуют обозначение сварочных швов на чертежах, каждый из которых несет подробную информацию касательно выполнения заданных мест крепления на металлоконструкции. Специалисты должны разбираться во всех их особенностях, чтобы правильно выполнять поставленные задачи. От этого зависит успех построения изделия, особенно, если речь идет о сложных конструкциях. Здесь обозначается пространственное положение, тип шва и прочие особенности. Таким образом, любой мастер сможет сделать точно запланированную конструкцию, ориентируясь по тому, какое обозначение сварного соединения на чертеже имеется.
ГОСТы
Главный ГОСТ для обозначений является 2317-72 – Условные изображения и обозначения сварных швов. Помимо этого еще есть:
- 21.502-2007 – Правила исполнения проектной документации по созданию металлических конструкций;
- Обозначение сварных швов на чертежах ГОСТ 5264-80 – Ручная электрическая дуговая сварка, а также сварные соединения.
- Обозначение сварных швов на чертежах ГОСТ 14771-76 – Дуговая сварка в среде защитных газов, а также сварные соединения.
Вспомогательные знаки
На чертежах зачастую имеются специальные вспомогательные знаки, которые помогают сокращенно обозначить требуемую информацию. Их не так уж много и все они, вместе с расшифровкой значения, приведены ниже:
| № | Изображение вспомогательного знака | Информация обозначения данного знака | Где должен располагаться приведенный вспомогательный знак на линии выноски | |
| Сверху линии | Снизу линии | |||
| 1 | Требуется снять усиление шва | |||
| 2 | Имеющиеся неровности и наплывы требуется обработать, чтобы создать плавный переход от валика шва до основного металла | |||
| 3 | Шов необходимо делать во время монтажа изделия, то есть при установке делается все на месте применения |  |
||
| 4 | Создание точечного или прерывистого шва с цепным расположением шва. Угол наклона должен составлять 60 градусов | |||
| 5 | Создание точечного или прерывистого шва с шахматным расположением шва. | |||
| 6 | Создание шва по замкнутой линии. Диаметр такого знака на чертеже составляет от 3 до 5 мм. | |||
| 7 | Создание шва по не замкнутой линии.Данный знак используется, если место расположения сварного соединение оказывается ясным из чертежа. | |||
Структура обозначения
Стандартное условное обозначение сварных швов обладает следующей структурой.

Данная схема встречается практически во всех чертежах. У каждого ее подпункта имеется собственное значение. Пункты обозначения сварных соединений по структуре данной схемы приведены ниже:
- 1 – вспомогательные знаки (из таблицы приведенной выше);
- 2 – указывается используемый стандарт;
- 3 – буквенно-цифровое обозначение используемого шва по вышеуказанному стандарту, который включает в себя конструктивные элементы и типы сварных соединений;
- 4 – промежуточный знак «дефис», логически разделяющий обозначения;
- 5 – условный способ обозначения типа применяемой сварки для создания соединения (А – автоматическая, Ш – электрошлаковая, П – механизированная с использованием флюса, П-З – механизированная при помощи плавких электродов с среде защитного газа).
- 6 — размер и знак катета, который соответствует выбранному стандарту по типам и конструктивным элементам сварки.
- 7 – прочие характеристики шва (такие как размер валика наплавленного металла, длина провариваемого участка, размер отдельных точек, размер шага и прочие вещи).
- 8 – вспомогательные знаки и шероховатость поверхности.
Примеры и расшифровка сварных швов на чертеже
Обозначение сварных швов на чертежах может быть не совсем понятно с первого раза, так как в них кроется много информации. Для того, чтобы понять всю информацию, требуется изучить каждый их пунктов. В таблице приведены примеры основных вариантов, которые встречаются во время сваривания, а также их расшифровка.
|
Характеристика сварного соединения |
Как выглядит поперечное сечение шва |
Сварка — это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Е диная С истема К онструкторской Д окументации — это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.
ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Обозначения сварочных швов по ГОСТ 2.312-72
1 of 9






Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва (для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.
Пункты, начиная со второго, разделяются дефисом.
Катет шва — характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную. Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80. Стандарт предусматривает следующие типы соединений:
- стыковое. Обозначается буквой «С» с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение — «У»;
- тавровое. Буква «Т»;
- нахлёсточное -«Н».
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
ГОСТ 14771-76 «Дуговая сварка в защитном газе».
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся — стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы «М».
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
На чертежах угловые швы обозначаются буквой «У». ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т.д.
ГОСТ 14776-79 «Соединения сварные точечные».
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
ГОСТ 16037-80 «Соединения сварные стальных трубопроводов»
Принятые стандартом обозначения:
- ЗП — дуговая сварка в защитном газе плавящимся электродом
- ЗН — дуговая сварка в защитном газе неплавящимся электродом
- Р — ручная дуговая сварка
- Ф — дуговая сварка под флюсом
- Г — газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
Обозначение швов сварных соединений выполняется в соответствии с ГОСТ 2.312
Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией;
невидимый - штриховой линией;
Видимую одиночную сварную точку, не зависимо от способа сварки, условно изображают знаком "+", который выполняют сплошными основными линиями.
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Линию-выноску предпочтительно проводить от видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначить прописными буквами русского алфавита.
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображаются с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
|
Рис. 2.1 Изображение сечения многопроходного шва |
Рис. 2.2 Изображение нестандартного шва |

Вспомогательные знаки для обозначения сварных швов приведены в Табл. 2 .2.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Табл. 2 .2 Вспомогательные знаки для обозначения сварных швов
|
Значение вспомогательного знака |
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва |
|
|
с лицевой стороны |
с оборотной стороны |
|
|
Усиление шва снять | ||
|
Наплывы и неровности обработать с плавным переходом к основному металлу |
|
|
|
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения |
|
|
|
Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~60 о |
|
|
|
Шов прерывистый или точечный с шахматным расположением |
|
|
|
Шов по замкнутой линии. Диаметр знака - 3...5 мм. |
|
|
|
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
|
|










Примечание:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на Рис. 2 .3
Некоторые из стандартов на сварные соединения:
ГОСТ 5264 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. ГОСТ 8713 Сварка под флюсом. ГОСТ 14771 Дуговая сварка в защитных газах.
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на Рис. 2 .4

Рис. 2 .3 Структура условного обозначения стандартного шва

Рис.2.4 Структура условного обозначения нестандартного шва или одиночной сварной точки
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (Рис. 2 .5, а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (Рис. 2 .5, б).
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва, или указывают в таблице швов, или приводят в технических требованиях чертежа, например: "Параметр шероховатости поверхности сварных швов..."
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (Рис. 2 .6)
В технических требованиях или в таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (Рис. 2 .7);
Упрощенное обозначение швов сварных соединений.
При наличии на чертеже швов, выполненных по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: "Сварные швы... по...") или таблице.
Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок.
Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования
Табл. 2 .3 Примеры условных обозначений швов сварных соединений
|
Характеристика шва |
Форма поперечного сечения шва |
Условное обозначение шва, изображенного на чертеже |
|
|
с лицевой стороны |
с оборотной стороны |
||
|
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости шва: С лицевой стороны - Rz 20 мкм; С оборотной стороны Rz 80 мкм |
|
|
|
|
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр точки 5 мм. |
|
|
|
|
Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. |
|
|
|
|
Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом. Шов по незамкнутой линии. Катет шва 5 мм. |
|
|
|









Табл. 2 .4 Пример условного обозначения нестандартного шва сварного соединения
Примечание. В технических требованиях делают следующее указание:”Сварка ручная дуговая”.
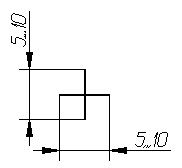
Обозначения сварных швов металлоконструкций на чертежах выполняется по СН 460-74. Условные изображения сварных швов на чертежах для металлоконструкций показаны на Табл. 2 .5. Обозначения швов сварных соединений по указанному документу в этом случае допускается использовать без выносных линий, помещая их непосредственно над или под изображением соответствующего сварного шва вне зависимости от того, является ли сварной шов видимым или невидимым.
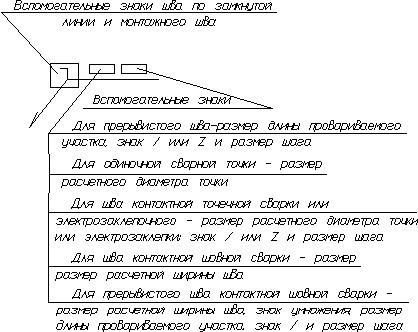
Табл. 2 .5 Условные изображения швов сварных соединений, применяемых при проектировании строительных металлоконструкций.
|
Наименование |
Изображение шва |
Размер изображения, мм |
|
|
заводского |
монтажного |
||
|
Шов стыкового сварного соединения, сплошной: |
|
||
|
|
|||
|
с невидимой стороны |
|
||
|
То же, прерывистый: | |||
|
с видимой стороны |
|
||
|
с невидимой стороны |
|
||
|
Шов таврового углового или нахлесточного соединения, сплошной: |
|
||
|
с видимой стороны |
|
|
|
|
с невидимой стороны |
|
||
|
То же, прерывистый: | |||
|
с видимой стороны |
|
|
|
|
с невидимой стороны |
|
|
|
|
Нахлесточное точечное соединение, точки выполнены контактной сваркой |
|
|
|
|
Нахлесточное точечное соединение, точки выполнены электродуговой сваркой |
|
||


Примечания:
Здесь K f – катет углового шва;l- длина участка прерывистого шва;a– расстояние между участками прерывистого шва.
Изображения сварных швов при необходимости дополняют разрезами, показывающими геометрические размеры разделки и выполненного шва.
- Общие моменты отображения
Условное обозначение сварки на чертежах и схемах сборочной и строительной документации регламентирует ГОСТ 2.312-72, государственная и международная ЕСКД.
При перенесении сварочных работ на бумагу в виде чертежа, необходимо придерживаться условных обозначений согласно ГОСТу 2.312-72.
Это связано с тем, что сваривание деталей – довольно сложный и ответственный вид работ, который задействован практически во всех отраслях промышленности. Электросварка позволяет создать более крепкие, долговечные и надежные металлические конструкции.
Общие моменты отображения

Рисунки 1-6. Схемы обозначения сварных швов.
Различают несколько способов отображения сварных сопряжений:
- Видимый шов, что показывается сплошной чертой (Рисунок 1а, 1в).
- Невидимый шов изображают штрихпунктирными рисками (Рисунок 1г).
При точечной электросварке изображение точек выполняют с использованием знака «+» (Рисунок 1б). Знак чертится по правилам сплошными линиями (Рисунок 2). Невидимую точечную сварку не показывают.
Согласно стандарту от сварочного шва или точки проводится линия-выноска. Линия должна заканчиваться односторонней стрелкой (Рисунок 1). Линию проводят по направлению от видимого шва.
При отображении продольных и горизонтальных разрезов и сечений многопроходных сварочных швов необходимо показывать контур каждого прохода отдельно. Проходы сварочных швов маркируют с использованием кириллицы.
Обозначения сварки с нестандартными размерами отображают с обязательным указанием геометрических размеров элементов шва (Рисунок 3).

Таблица 1. Основные знаки и способы маркировки сварки.
Все границы сварки на чертежах показывают сплошными линиями, а конструкцию кромочной части – тонкой сплошной линией.
Основные знаки и способы маркировки сварки приведены ниже в таблице 1.
Лицевой частью сварного шва считается сторона, с которой выполняется сваривание. В двусторонней проектной схеме с несимметрично разделенными кромками берут за лицевую часть ту, по которой выполняют проход основного соединения.
При симметричных кромках за лицо можно взять любую из сторон. Условное обозначение показано на рисунке 4. За основу взято стандартное соединение или одна сварная точка.
Обозначение сварки с нестандартным соединением показано на рисунке 5.
При составлении машиностроительных требований конструкторского или строительного документа нужно указать способ сваривания нестандартного шва.
Правильный порядок вычерчивания линий-выносок показан на рисунках 6а и 6б. На рисунке 6а показано соединение с лицевой стороны, а на рисунке 6б – с оборотной стороны.
Вернуться к оглавлению
Маркировка пределов шероховатостей, типовые примеры маркировки

Рисунки 7-11. Условные обозначения шероховатостей швов и их маркировок.
Предельную шероховатость стыка указывают на полке линии-выноски или под ней (Рисунок 7). Разрешается указывать шероховатость в сводной таблице или включать в технические условия.
Требования по неразрушающему контролю сварного стыка можно указывать под линией-выноской (Рисунок 8). В технических условиях указывается норматив, который регламентирует данные требования. Электроды и другие электросварочные материалы для выполнения ремонтных работ указывают в технических условиях. Можно материалы не отображать. Это не будет грубым нарушением.
Всем одинаковым стыкам присваиваются одинаковые маркировки сварки и общий порядковый номер, что ставят на линии-выноске (Рисунок 9). Равноценные швы должны иметь один тип, равное поперечное сечение шовной зоны и одни технические условия. Среди типов соединений можно выделить тавровое, стыковое, угловое, внахлест, торцевое.
Если на чертеже нужно указать стыки, которые будут выполняться по одному стандарту, то их обозначение можно отобразить в технических требованиях работы или на схеме. Однозначащие односторонние соединения и симметричные стыки можно обозначить линиями-выносками, которые не имеют полок (Рисунок 10). Равнозначные конструкторские нормы к одной группе швов нужно указывать на чертеже только один раз.
Ниже, на рисунке 11 показано двустороннее стыковое сопряжение с разными кромками. Стык выполнен ручной дуговой сваркой при проведении монтажных работ. Лицевая шероховатость на данном обозначении сварки составляет 20 микрометров, предельная оборотная шероховатость – 80 микрометров.
https://youtu.be/GlL4Llm4Qgo
Особой сложности при чертежном и схематическом обозначении сварки возникнуть не должно. Главное, соблюдать точное расположение объектов, придерживаться нормативной, сборочной документации, ГОСТ и унифицированной ЕСКД.


