Паяем электросхемы. Пайка массивных деталей
Пайка микросхем сегодня – незаменимая процедура, в которой постоянно нуждается современная радиоэлектроника. Радиоэлектронная аппаратура вроде мобильных устройств, телефонов и тому подобного, требует применения радиоэлементов (микросхем) в корпусе типа bga.
Этот корпус дает возможность экономить значительное место на печатной плате путем размещения выводов на нижней поверхности элемента, а также выполнения данных выводов в облике плоских контактов, с покрытием припоя в виде полусферы.
В корпусе подобного рода выполняются полупроводниковые микросхемы. Пайка данного элемента осуществляется посредством нагрева корпуса элемента, и, как правило, подогрева печатной платы, разъемов, с помощью горячего воздуха, а также инфракрасного излучения.
Пайка bga-элементов может сопровождаться некоторыми сложностями, а поэтому в большинстве случаев для осуществления данной процедуры применяется в основном дорогостоящее оборудование.

Однако в пайке bga-микросхем, разъемов, может применяться минимальный простой набор инструментов и материалов. Таким образом, можно использовать следующее оборудование: фен, микроскоп, пинцет, флюс, вата, жидкость для удаления флюса, монтажное шило, предназначенное для коррекции элемента на плате, фольга для тепловой защиты.
Безусловно, данный набор вспомогательных предметов для пайки может отличаться в зависимости от выбора пайщика, дополняться другим инструментами и материалами, к примеру, паяльной станцией.
Пайка дома
В условиях стремительного развития технического прогресса постоянно наблюдается потребность в усовершенствовании сферы радиоэлектроники и смежных областей. Так, в последнее время наблюдается тенденция к увеличению плотности монтажа, вследствие чего появились на свет корпуса типа bga для микросхем.
Таким образом, размещение выводов под корпусом микросхемы дало возможность разместить достаточное количество выводов в незначительном объеме. Многие современные мобильные устройства или просто электронные устройства испытывают острую потребность в данных корпусах. Если у вас имеется компьютер, вам может понадобится соединение разъемов bga и мн. др.
Вместе с тем, пайка и ремонт подобных микросхем становятся более сложными процедурами, поскольку обработка микросхем, компьютерных разъемов, с каждым днем становится требовательной к большей аккуратности пайщика, а также знаниям технологического процесса. Но все-таки пайка может выполняться в домашних условиях и для этого понадобится определенный набор инструментов.
Для работы понадобятся:
- Паяльная станция, в набор которой есть термофен;
- Паяльная паста;
- Трафарет для нанесения на микросхему паяльной пасты;
- Шпатель для нанесения паяльной пасты;
- Флюс;
- Пинцет;
- Оплетка для снятия припоя;
- Изолента.
Порядок выполняемой работы:
- Организуйте рабочее место, положив набор инструментов в удобном для вас положении. Перед тем, как начать работу с микросхемой, сделайте риски на плате по краю корпуса микросхемы.
- Температура горячего воздуха, который выдувает фен, должна колебаться в диапазоне 320-350 гр. С. Температура выбирается в зависимости от размера чипа. Желательно, чтобы фен выдувал воздух с минимальной скоростью, поскольку в противном случае с большой вероятностью горячий воздух может попросту сдуть рядом находящиеся мелкие детали. Фен необходимо держать перпендикулярно по отношению к плате. Термофен должен греть на протяжении одной минуты, а воздух направляться не по центру, а больше по краям, охватывая весь периметр. В таком случае существует высокая вероятность перегреть кристалл. Стоит отметить особую чувствительность памяти к температурному перегреву.
- Далее микросхема поддевается за край, после чего поднимается над платой. Наиболее важно в этот момент – не прилагать особых, чрезмерных усилий: если припой расплавился не полностью, существует вероятность отрыва от дорожки.
- По окончании отпайки микросхема и плата могут поддаваться работе. Если на данном этапе нанести флюс, после чего прогреть поверхность, вы увидите, как припой образует неровные шарики.
- Нанести спиртоканифоль (во время пайки на плату использовать спиртоканифоль нежелательно по причине низкого удельного сопротивления), после чего греем.
- Аналогичная процедура проделывается с микросхемой
- Следующим этапом нужно очистить платы, а также микросхемы от старого припоя. Стоит отметить, что достаточно хорошие результаты показывает в данном деле пайка паяльником. Но в конкретном случае применяем термофен. Крайне нежелательно повредить паяльную маску, так как потом тиноль будет растекаться по дорожкам.
- Далее следует накатка новых шаров. Таки образом, вполне возможно применение новых готовых шаров (достаточно трудоемкая процедура). Используем «трафаретную» технологию, позволяющую получить шары быстрее и качественнее. Стоит отметить, что при этом желательно воспользоваться качественной паяльной пастой, так как от паяльной пасты многое зависит в процессе пайки. Понять, что вы пользуетесь качественной паяльной пастой можно путем нагрева небольшого количества материала паяльной смеси: качественная паста образует гладкий шарик, в то время как некачественный продукт распадается на многочисленные мелкие шарики. Интересно знать, что некачественной паяльной пасте не помогает даже температура нагрева 400 гр. С.
- Затем микросхема закрепляется в трафарете, после чего приступаем к нанесению паяльной пасты, намазывая ее на палец, либо с помощью шпателя.
- Придерживаем трафарет с пинцетом и расплавляем пасту, при этом температур, которую выдувает фен, должна составлять максимально 300 гр. С. Термофен следует держать перпендикулярно и только перпендикулярно (не забывайте, т. к это важно). Трафарет следует придерживать пинцетом до полного затвердевания припоя.
- После того как припой остыл, можно приступать к снятию крепежной изоленты, после чего в дело вступает фен, температура нагрева которого составляет 150 гр. С. Таким образом, аккуратно нагреваем трафарет до плавления флюса.
- Отделяем микросхему от трафарета и можем наблюдать, как вышли ровные и аккуратные шарики. Так, микросхема полностью готова к установке на плату.
- В том случае, если риски на плате, о которых говорилось в самом начале, не выполнены, позиционирование делится следующим образом: микросхема переворачивается выводами вверх, после чего прикладывается краешком к пятакам; засекаем, в каком месте должны быть края схемы; микросхема устанавливается по рискам на плату, при этом постараться шарами поймать пятаки по максимальной высоте; прогреваем микросхему до расплавления припоя. Флюс должен наноситься в небольшом количестве. Температура воздуха, которую выдувает термофен, должна составлять на данном этапе 320-30 гр. С.
Пайка подобным образом может производиться в домашних условиях. Все что требуется – поочередность и правильность действий.
 Как правильно паять?
Как правильно паять?
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная . Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа . Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником .
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.

Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.

Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240 0 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы .
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура , так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280 0 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука ”.

"Третья рука"
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.

"Третья рука" в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой . В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Каждый начинающий электронщик задавался вопросом: «А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?» Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
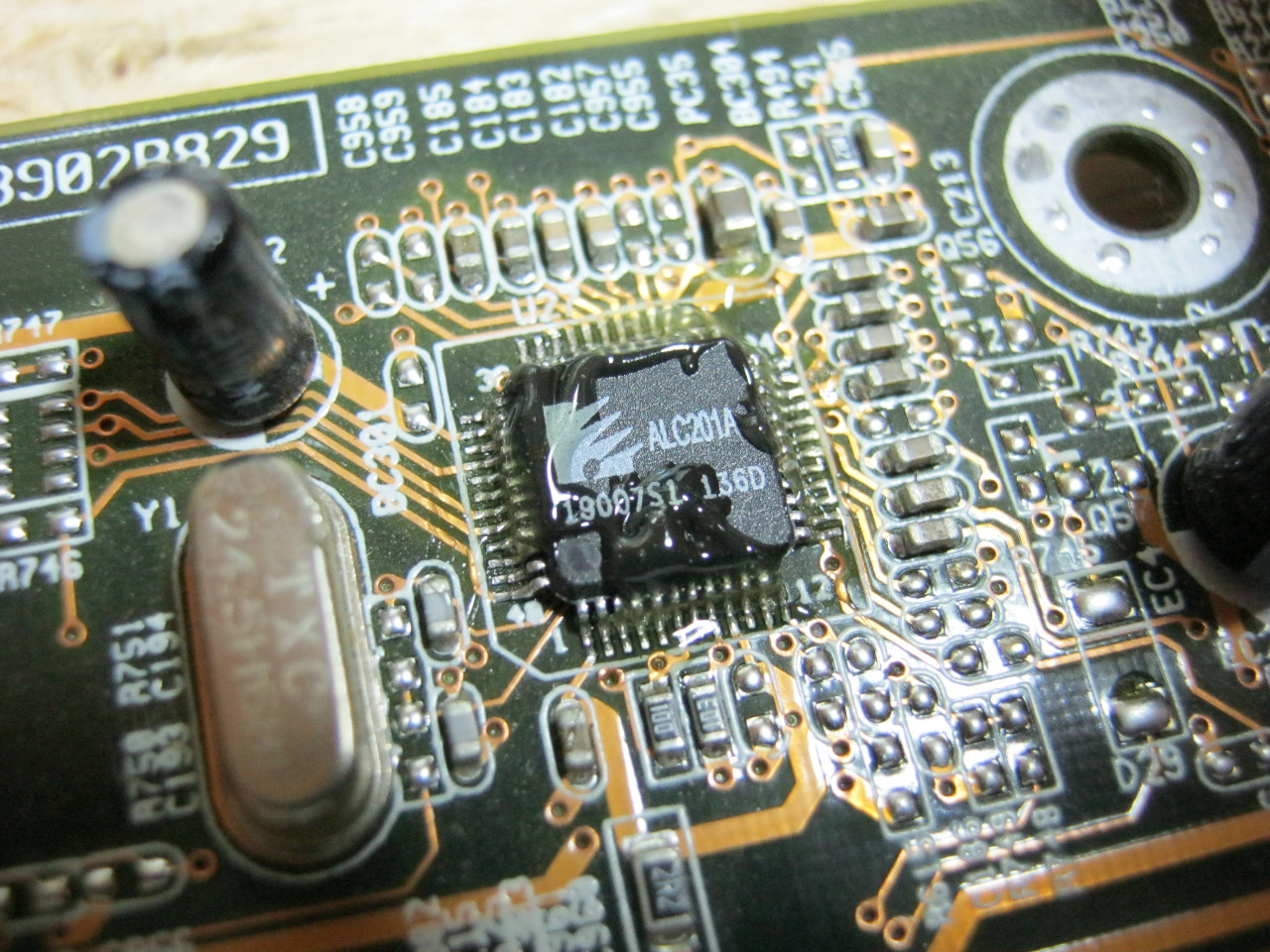
У каждой микросхемы имеется так называемый «ключ». Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!
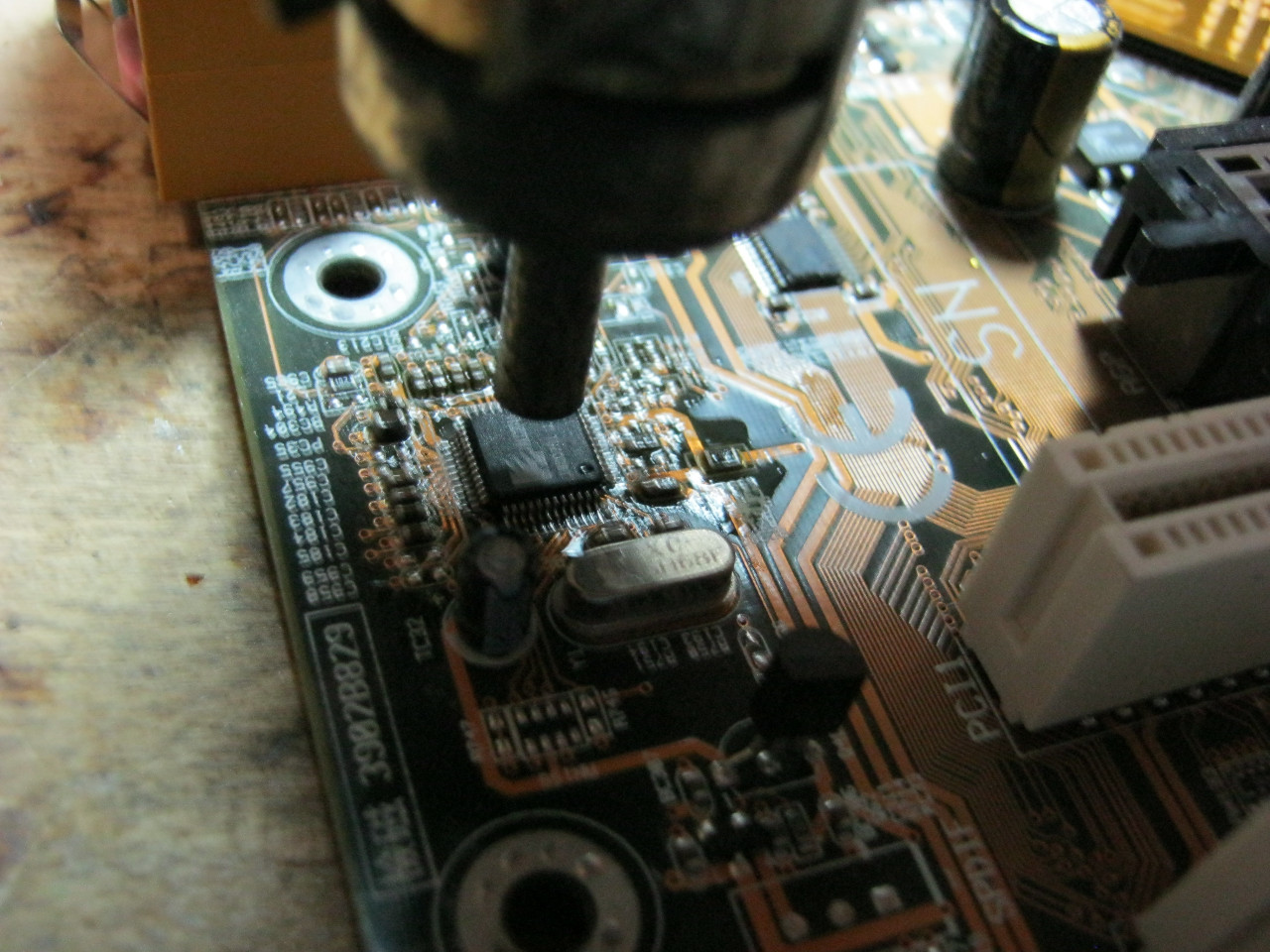
Выставляем температуру фена на 330-350 градусов и начинаем «жарить» нашу микросхему спокойными круговыми движениями по периметру.

Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.

Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка — это Goot Wick .
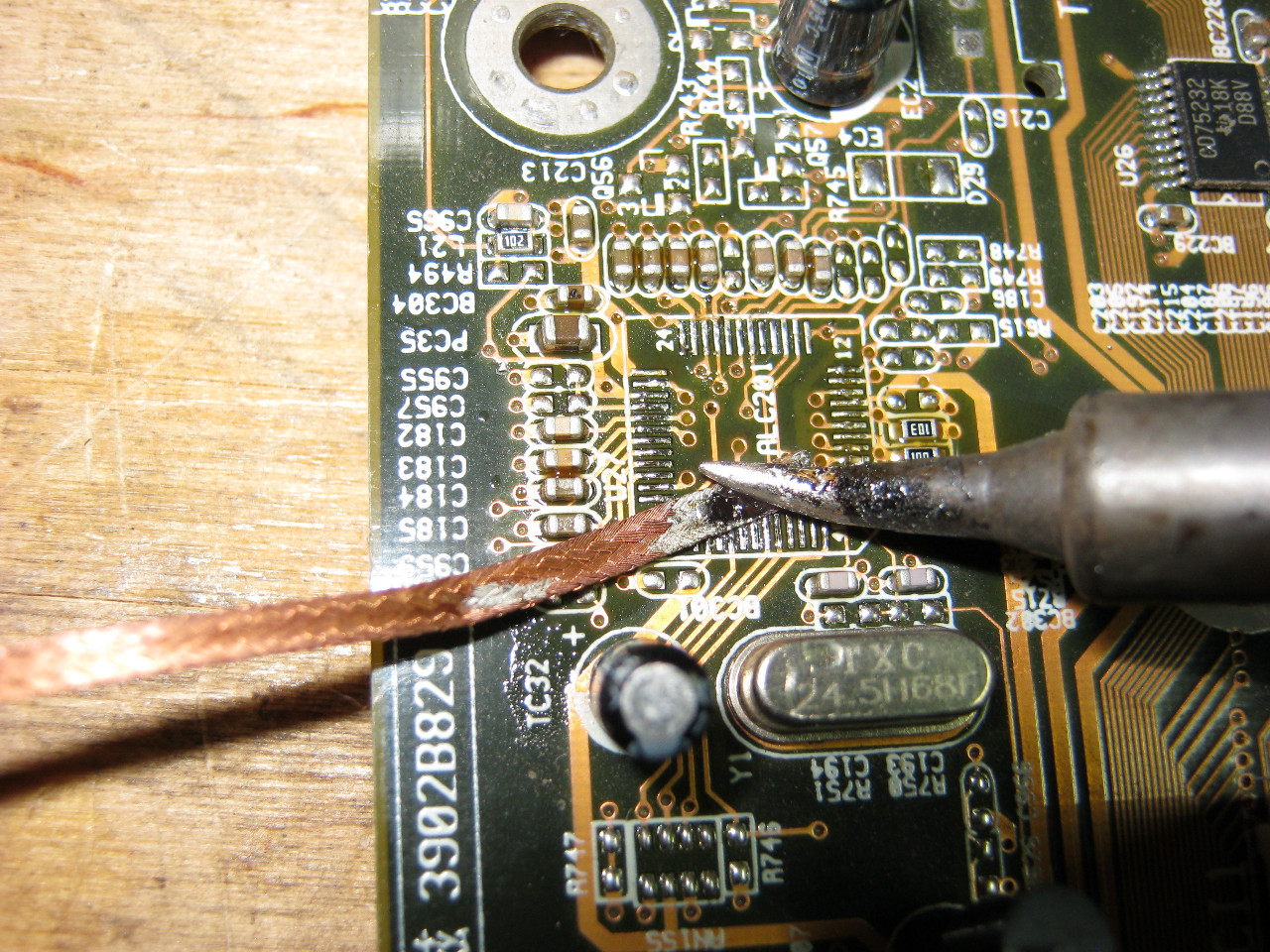
Вот что у нас получилось:


Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом

Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру «приглаживаем» контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.
Пошаговое освоение навыков пайки

Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять .
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка . С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника.
Припои. Свойства и характеристики оловянно - свинцовых припоев.
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте .
Также в процессе пайки и сборки потребуется монтажный инструмент.
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть .

В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ - 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия - THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.

Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте .
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов , то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Лучше унция практики, чем тонны наставлений!
Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств.
Технология паяльных работ
Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали.
Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия.
Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором.
Соединение деталей методом пайки возможно при соблюдении двух условий:
- чистота места спайки;
- соблюдение температурных условий.

Чистота места спайки
Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурных условий
Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся:
- непропай;
- перегрев;
- скатывание припоя;
- химическое разрушение.
Непропай
Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки.
Перегрев
Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Скатывание припоя
Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии.
Химическое разрушение
Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника.
Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта.

Подготовительный процесс
На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале.
Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения.
Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей.
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.

Техника пайки
Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса.
При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок.
Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей.
После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии.
Типы припоев
Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами.

Температура пайки
От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность.
Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором.
Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель.
Меры безопасности
В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару.


