Обозначение стыкового сварного шва. Обозначение сварных швов на чертежах. Упрощения обозначений швов сварных соединений
Сварка — это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
Каждый тип сварного шва имеет свой собственный основной символ, который, как правило, размещены вблизи центра опорной линии. Символ представляет собой небольшой рисунок, который обычно можно интерпретировать как упрощенное поперечное сечение сварного шва. В приведенных ниже описаниях символ отображается как в его стрелочной, так и в другой сторонах.
Есть два других элемента, которые могут быть видны на опорную линии, которые обеспечивают информацию о сварном шве. Один круг вокруг места, где лидер линия подключается к опорной линии и указывает на сварной шов «все вокруг». Это означает, что сварной шов проходит вокруг шва, на который указывает стрелка.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Все вокруг элемент используется только тогда, когда можно полностью сварить вокруг одной поверхности. Другой элемент видел на опорной линии напоминает флаг и находится там, где лидер линия присоединяется к опорной линии. Этот элемент называется «сваркой поля» и означает, что сварной шов будет выполнен в другом месте. Например, этот шов может применяться на месте работы не в магазине. Иногда уточнение будет дано в хвосте символа сварки или в качестве спецификации на печать.
Филе сварного шва используется для создания суставов на коленях, угловых стыков и т.д. как показывает его символ, сварной шов имеет треугольную форму поперечного сечения, хотя его форма не всегда является правильным треугольником или равнобедренным треугольником.
Е диная С истема К онструкторской Д окументации — это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
Перпендикулярная нога треугольника всегда рисуется на левой стороне символа независимо от ориентации самого сварного шва. Размер ножки записывается слева от символа сварки. Если две ноги сварного шва должны быть одинакового размера, дается только один размер; если сварной шов должен иметь неодинаковые ноги, даны оба размера, и на чертеже имеется указатель относительно длины ноги.
Длина сварного шва дается справа от символа. Если длина не задана, то сварной шов следует размещать между указанными размерными линиями или между теми точками, где произойдет резкое изменение направления сварки. Прерывистый сварной шов - это тот, который не является непрерывным через соединение, а представляет собой заданную длину сварного шва, разделенного данным пространством между ними. Этот способ сварки может быть использован для контроля теплового искажения или соблюдения требований прочности соединения.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.
ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Прерывистая сварка может сэкономить время и деньги, если длинный шов не нужен. Используется чаще, чем длина, длина и высота - это два числа, расположенные справа от символа сварного шва. Длина сначала начинается, а перед ней следует дефис, после чего отображается шаг.
Шаг относится к размеру от центра одного шва к центру следующего сварного шва. Шаг - это не пространство между сварными швами, а измерение от центра к центру сварных швов. Чтобы получить расстояние для компоновки, вычитайте длину одного шва с высоты тона.
Перемежающиеся сварные швы могут быть прерывистыми или ступенчатыми. Цепь прерывистая, сварные швы по обеим сторонам стыка противоположны друг другу и напоминают цепь. Перемешанные прерывистые сварные швы на противоположной стороне обычно начинаются в зазоре между сварными швами с первой стороны. Затем сварные швы отображаются в шахматном порядке.
Обозначения сварочных швов по ГОСТ 2.312-72
1 of 9




Если сварные швы расположены в шахматном порядке символ сварного шва филе будет в шахматном порядке на опорной линии. Некоторые символы сварки могут иметь контурный контур, в котором подробно описывается, как форма сварного шва должна быть закончена после сварки. Контур может быть плоским или выпуклым, а элемент для его описания расположен над уклоном на символе сварного шва. Письмо с указанием способа финиша может быть указано над финишным элементом.
Сварной паз обычно используется для изготовления стыков между краями, хотя он также часто используется в угловых соединениях, Т-соединениях и стыках между изогнутыми и плоскими частями. Как предложено разнообразие символов сварного шва, существует множество способов создания сварного шва, что в основном зависит от геометрии соединяемых деталей и подготовки их кромок. Признайте, однако, что степень проникновения важна для определения качества сварного шва.


Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва (для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.
Пункты, начиная со второго, разделяются дефисом.
Размер сварочной муфты - размер сварного шва в двух размерах и, как и угловой сварной шов, расположен слева от символа сварного шва. Первый размер представляет собой глубину канавки и представляет собой размер, используемый для подготовки подготовки кромки. Глубина канавки измеряется от поверхности сустава до днища препарата.
Глубина канавки не включает сварную арматуру или проникновение корня. Второй размер представляет собой фактический размер сварного шва и заключен в круглые скобки, чтобы отличить его от размера канавки или глубины канавки. Фактический размер сварного шва снова измеряется от поверхности канавки по дну канавки, но теперь включает ожидаемое проникновение сварного шва. На квадратной канавке дается только размер сварного шва.
Катет шва — характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Размер сварного шва не включает лицевую арматуру или корневую арматуру. Отверстие в корне, когда используется, измеряет пространство между сварочным швом и помещается внутри символа сварного шва. Угол паза также помещается внутри символа сварного шва и задается в градусах.
Угол открытия и угол паза являются отдельными элементами и могут или не могут появляться вместе в зависимости от требований к соединению. На некоторых рисунках угол открытия корня или угол канавки будут покрыты примечанием или спецификацией на чертеже для всех похожих символов и не будут отображаться на символе.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную. Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80. Стандарт предусматривает следующие типы соединений:
Сварщик должен всегда читать всю информацию, указанную на чертеже. Квадратная канавка - квадратный паз, в котором «канавка» создается либо плотно прилегающей, либо незначительной отделкой краев. Количество разделителя, если таковое имеется, указывается на символе сварного шва.
Перпендикулярная линия символа скоса всегда рисуется с левой стороны, независимо от ориентации самого сварного шва. Стрелка указывает на часть, которая должна быть скошена. Как и для скоса, перпендикулярная линия всегда рисуется с левой стороны, а стрелка указывает на кусок, который получает обработку края. Предполагаемая глубина самого сварного шва дается слева от символа, при этом глубина сварного шва показана в скобках. Перпендикулярная линия символа всегда рисуется с левой стороны, независимо от ориентации самого сварного шва.
- стыковое. Обозначается буквой «С» с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение — «У»;
- тавровое. Буква «Т»;
- нахлёсточное -«Н».
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
Общие дополнительные символы, используемые с канавками сварных швов в расплаве до конца и отступающие символы штриховых. Оба символа указывают на то, что полное соединение должно быть выполнено с помощью одностороннего сварного шва. В случае расплава, корень должен быть усилен сварным металлом на задней стороне стыка. Высота арматуры, если она критическая, указана слева от символа расплава, который расположен через опорную линию от основного символа сварного шва.
Когда бар подложки используется для достижения полного совместного проникновения, его символ помещается поперек опорной линии от основного символа сварного шва. Символ подложки бруска имеет такую же форму, что и пробковый или слот сварка символ, но контекст всегда должен сделать символ замысел ясно. Штепсельные сварные швы и шлифовальные швы используются для соединения перекрывающихся элементов, один из которых имеет в нем отверстия.
ГОСТ 14771-76 «Дуговая сварка в защитном газе».
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся — стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
Для штепсельных сварных швов диаметр каждой штепсельной вилки указан слева от символа, а расстояние между штепсельной вилкой - справа. Для шлифовальных швов ширина каждого слота указана слева от символа, длина и высота тона указаны справа от символа, а на чертеже детализируется хвост. Количество втулок или пазов указано в скобках выше или ниже символа сварки. Обозначения со стороны стрелки и другой стороны указывают, какая часть содержит отверстие. Если отверстие не должно быть полностью заполнено металлом сварного шва, глубина, на которую он должен быть заполнен, указывается в символе сварного шва.
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы «М».
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Правило символа сварки состоит из отдельных функций для управления отдельными элементами символа сварки. Вершина имеет право разместить информацию о сварке над горизонтальной линией. Неправильно поставить его под линию. Слева - значение, отображаемое слева от символа сварки.
Синтаксис для установки символа сварки, симметричного, шагающего, периферийного, поля и процесса
Правое - это значение, отображаемое справа от символа сварки. Примеры ниже. В этом разделе описывается, как измерять сварные швы и сварные швы, и какие сварочные символы используются в технических чертежах. Стандарт написан на английском, французском и немецком языках.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
Контрольная отметка для символа сварки сварки
Опорный символ для сварного шва - часто просто называемый символом сварки - необходим для определения размеров сварного шва или рисунка сварного шва. Символ может использоваться для определения всех важных свойств сварного шва в техническом чертеже.
Укажите форму сварного шва на чертеже
Символ сварки формируется в первую очередь стрелка линии и опорной линией. Стрелка указывает на сварку или воздействие, которое должно быть рассчитано.Дополнительная информация в символе сварки
Для измерения толщины сварного шва перед символом формы сварного шва производится индикация. За соответствующей буквой всегда следует число, которое указывает на близкую толщину или длину ноги в миллиметрах. Существует дополнительная информация для схемы сварки, которая может быть выполнена внутри символа сварки. Они описаны ниже.
На чертежах угловые швы обозначаются буквой «У». ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т.д.
ГОСТ 14776-79 «Соединения сварные точечные».
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
Измерение длины сварного шва
Затем измерьте длину сварного шва, указав знак за символом формы сварного шва. Этот размер выражен в миллиметрах. Если компонент должен быть сварен с круговым сварным швом, это может быть обозначено кольцом на символе сварки. Эта пиктограмма кольца расположена в точке контакта стрелка линии и опорной линии на.
Измерьте сварной шов на противоположной стороне
Символ сварки также может использоваться для указания того, что сварочный шов должен быть размещен на противоположной стороне. Это один характеризуется тем, что она несет в себе информацию о размерности сварного шва по пунктирной линии - то есть, ниже нормальной линии отсчета. Символ формы сварного шва затем находится на голове.
ГОСТ 16037-80 «Соединения сварные стальных трубопроводов»
Принятые стандартом обозначения:
- ЗП — дуговая сварка в защитном газе плавящимся электродом
- ЗН — дуговая сварка в защитном газе неплавящимся электродом
- Р — ручная дуговая сварка
- Ф — дуговая сварка под флюсом
- Г — газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
ГОСТ 2.312-72
Группа Т52
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Unified system for design documentation. Symbolic designations and representations of welds and welded joints
МКС 01.080.30
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая 1972 г. N 935 дата введения установлена 01.01.73
ВЗАМЕН ГОСТ 2.312-68
ИЗДАНИЕ (август 2007 г.) с Изменением N 1, утвержденным в июле 1991 г. (ИУС 10-91).
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве.
1. ИЗОБРАЖЕНИЕ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
1.1. Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией (черт.1а ,в );
невидимый - штриховой линией (черт.1г ).
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+" (черт. 1б ), который выполняют сплошными линиями (черт.2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. черт.1). Линию-выноску предпочтительно проводить от изображения видимого шва.
1.2. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (черт.3).

1.3. Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (черт.4).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями.
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
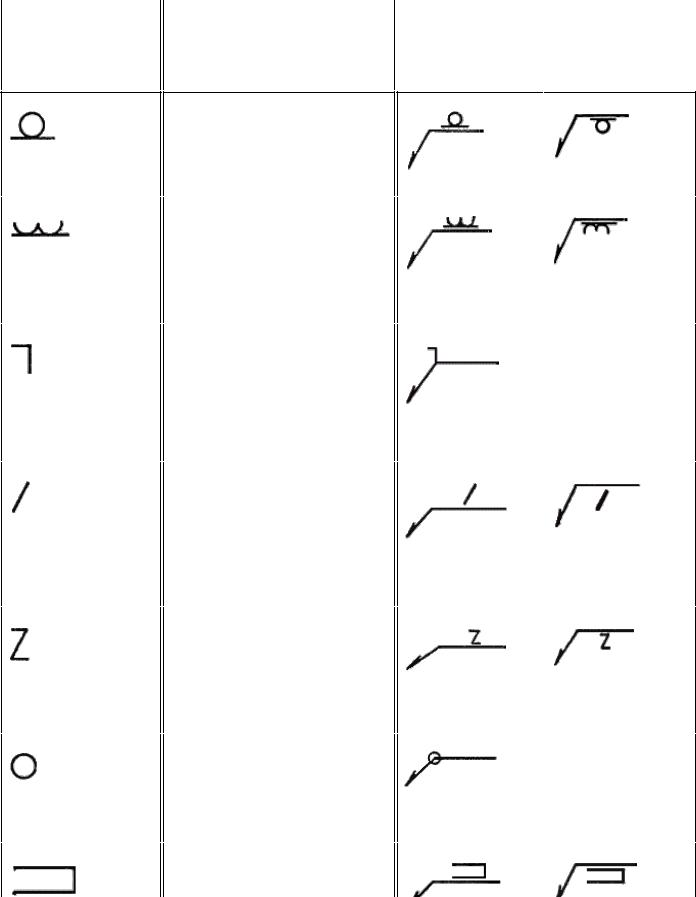
Усиление шва снять
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением
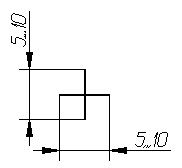
Угол наклона линии 60°
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии.
Диаметр знака - 3…5 мм
Шов по незамкнутой линии.
Знак применяют, если расположение шва ясно из чертежа
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
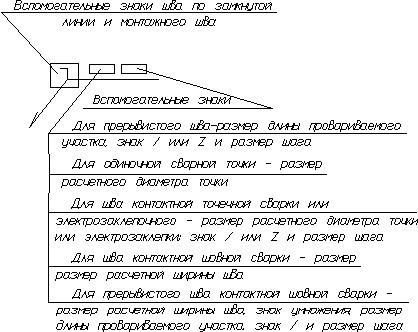
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).

Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).

В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
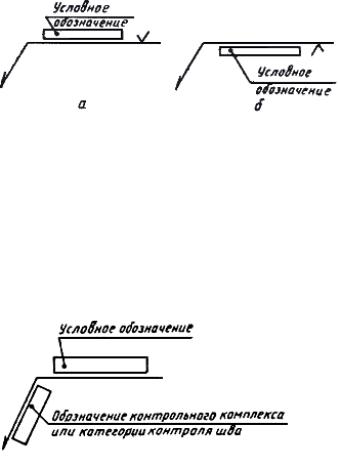
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а );
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б ).
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: "Параметр шероховатости поверхности сварных швов...".
Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов
Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а );
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с

лицевой стороны (черт.10б );
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в ).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а ).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
3. УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: "Сварные швы... по...") или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз - в технических требованиях или таблице швов.
ПРИЛОЖЕНИЕ 1 (справочное). ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 1 Справочное
Характеристика шва | Условное обозначение шва, изображенного на чертеже |
|||
поперечного | ||||
сечения шва | ||||


